Etude des paramètres opératoires de pressage mécanique des amandes de Vitellaria paradoxa Gaertn C.F. (karité)
Centre national de la Recherche scientifique et technologique. Département Mécanisation. BP 7047. Ouagadougou 03 (Burkina Faso). E-mail : siedgeor@yahoo.fr
Gembloux Agricultural Faculty – FUSAGx. Unité de Mécanique et Construction. Passage des Déportés, 2. B-5030 Gembloux (Belgique). E-mail : lebeau.f@fsagx.ac.be
Gembloux Agricultural Faculty – FUSAGx. Unité de Chimie générale et organique. Passage des Déportés 2. B-5030 Gembloux (Belgique).
Gembloux Agricultural Faculty – FUSAGx. Unité de Mécanique et Construction. Passage des Déportés, 2. B-5030 Gembloux (Belgique).
Gembloux Agricultural Faculty – FUSAGx. Unité de Mécanique et Construction. Passage des Déportés, 2. B-5030 Gembloux (Belgique).
Reçu le 10 août 2006, accepté le 28 février 2007
Résumé
Le beurre de karité est l’une des ressources oléagineuses parmi les plus difficiles à extraire par voie traditionnelle. Au Burkina Faso, où la production d’amandes est estimée à 70000 tonnes par an, des presses artisanales fabriquées sur place sont utilisées pour extraire le beurre avec un rendement de l’ordre de 42 %. Afin d’optimiser les paramètres opératoires du processus artisanal d’extraction de beurre de karité, une étude a été réalisée en laboratoire. Des échantillons de 3 g de broyat d’amandes de Vitellaria paradoxa Gaertn C.F. ont été mis sous pression à l’aide d’une presse uni-axiale spécialement instrumentée à cet effet. Les paramètres opératoires étaient la finesse de mouture (broyat brut 0,5 mm<Ø<5 mm et fractions de différentes granulométries 0,5 mm<Ø<1 mm ; 1 mm<Ø<2 mm ; 2 mm<Ø<4 mm ; 4 mm<Ø<5 mm), la température de fragilisation (30 ; 50 ; 70 ; 90 ; 110 ; 130 ; 150 °C) et la pression d’extraction (7 ; 10 ; 13,4 ; 15 ; 16,17 ; 17,44 ; 20 ; 22,43 et 25 MPa). Les résultats montrent que la finesse de la mouture influence favorablement le taux d’extraction. Le broyat le plus fin (0,5 mm<Ø<1 mm) donne lieu au taux d’extraction le plus élevé, soit 84 %. Prenant en compte le broyat brut, les meilleurs résultats sont obtenus avec une température d’extraction de 90 °C et une pression de 20 MPa. Dans ces conditions, les taux d’extraction atteignent 78 %. Par ailleurs, les caractéristiques chimiques du beurre ne sont pas altérées par le processus de pressage. Il résulte de l’étude qu’une amélioration significative des presses artisanales utilisées localement est rendue possible par des mesures simples et peu onéreuses, telles qu’une augmentation de la pression appliquée au broyat, via une diminution du diamètre de la cage de pressage.
Abstract
Study of the operational parameters of mechanical pressing of almonds of Vitellaria paradoxa Gaertn C.F. (shea tree). Sheabutter is one of the most difficult oleaginous resources to extract by traditional way. In Burkina Faso, where production of sheanuts is estimated at 70000 tons per year, presses manufactured locally are used to improve the production. In order to optimize the handcraft process of sheabutter production, extraction parameters of Vitellaria paradoxa Gaertn C.F. were studied under laboratory controlled conditions on 3 g samples of ground almonds using a uni-axial compression test machine specifically instrumented for this purpose. The studied operational parameters were the grinding (unsieved sample 0.5 mm<Ø<5 mm ; sieved samples 0.5 mm<Ø<1 mm ; 1 mm<Ø<2 mm ; 2 mm<Ø<4 mm ; 4 mm<Ø<5 mm), the heating temperature (30; 50; 70; 90; 110; 130; 150°C) and the extraction pressure (7; 10; 13.4; 15; 16.17; 17.44; 20; 22.43 and 25 MPa). The grinding has favourably influenced the extraction rate. The finest sieved fraction (0.5 mm<Ø<1 mm) presented the highest extraction rate, 84%. When using unsieved samples, the best results were obtained with a heating temperature of 90°C and an extraction pressure of 20 MPa. In these conditions, the extraction rate reached 78% and the chemical characteristics of the sheabutter were not altered. As a result, a significant increase of the handcrafted presses efficiency could be reached by simple and inexpensive modifications as an increase of the pressure applied to the product, by a decrease of the pressing chamber diameter.
1. Introduction
1Le beurre de karité est extrait de la noix de Vitellaria paradoxa Gaertn C.F., un arbre de la famille des Sapotacées, pouvant atteindre une quinzaine de mètres de haut, qui pousse dans les savanes arborées d’Afrique. L’aire géographique de Vitellaria paradoxa couvre 16 pays allant de l’Afrique de l’Ouest jusqu’au Soudan. Ses fruits sont des baies charnues renfermant une noix dont la teneur en matière grasse se situe entre 43 et 55 % (Bourlet, 1950).
2Le beurre de karité est très apprécié en cosmétologie (hydratation de la peau, protection contre les UV, etc.), pharmacologie (cicatrisation des blessures, etc.), alimentation (huilerie, chocolaterie), ce qui lui offre de nombreux débouchés sur les marchés internationaux. En 2005, la production mondiale en noix de karité était estimée à près de 700000 tonnes, les principaux producteurs étant le Nigéria (61 %), le Mali (12 %) et le Burkina Faso (10 %) (CNUCED, 2006). Les exportations sont surtout constituées d’amandes séchées qui sont ensuite transformées en Europe et aux USA de manière industrielle par extraction chimique ou par pressage mécanique. Au Burkina Faso, seuls 3,5 % de la production sont exportés sous forme de beurre. Une grande partie des amandes est transformée de manière locale en beurre, où elle est principalement destinée à des usages alimentaires, à la cosmétologie et à la savonnerie. Des statistiques fiables sur cette autoconsommation sont inexistantes mais il est établi que cette production locale représente une source de revenus importante pour près de 400000 femmes burkinabé (Ernest, 2001).
3Malheureusement, le beurre de karité est l’une des ressources oléagineuses les plus difficiles à extraire. Selon le schéma de l’extraction traditionnelle du karité, les amandes sont d’abord nettoyées, fragilisées par chauffage, puis pilées dans un mortier. La pâte obtenue est ensuite laminée entre deux pierres pour être affinée, puis pétrie à la main (barattage) jusqu’à l’obtention d’un beurre brut qui sera lavé plusieurs fois à l’eau chaude et rincé à l’eau froide. Le beurre est ensuite purifié par chauffage, puis décanté. En fonction des traditions locales, les méthodes d’extraction traditionnelles présentent des variantes mais elles sont toujours effectuées par les femmes. Elles sont longues, pénibles et fournissent un produit dont la qualité est fort variable. En particulier, lors de la phase de purification, une surchauffe du beurre peut se produire, ce qui altère ses qualités.
4Pour améliorer la situation, c’est-à-dire augmenter le taux d’extraction du beurre tout en améliorant sa qualité et en réduisant la pénibilité du travail, des presses artisanales ont été introduites au Burkina Faso dès les années 1980 (Nianogo et al., 1997). L’objectif était de permettre aux groupements de femmes de commercialiser un beurre de qualité exportable (Saussey et al., 2005) en lieu et place des amandes séchées. Quatre types principaux de presses mécaniques sont rencontrés au Burkina Faso. Si elles diffèrent dans leur conception, le principe de pressage est similaire : la matière, préalablement broyée et chauffée, est insérée dans une cage percée de trous de 2 mm de diamètre et est mise en pression par l’intermédiaire d’un piston entraîné soit par une vis de pression (modèles MTK, SRC, CRIQ), soit par un vérin hydraulique (marque ADMGA). Actuellement, ces techniques rencontrent un succès mitigé car le taux d’extraction reste faible, les utilisatrices se plaignent d’une pénibilité du travail excessive et d’un manque de fiabilité des machines (Yaméogo, 1997 ; Bruinsma, 1997 ; Nianogo et al., 1997 ; Ouattara, 2002). Cependant, parmi les quatre modèles de machines, les presses mues par un vérin hydraulique sont considérées comme les plus intéressantes car elles présentent le meilleur taux d’extraction avec une moyenne de 42 % (± 3 %) (UNIFEM, 1997).
5Si les principes physiques des presses sont similaires, à savoir la mise sous pression d’un volume déterminé de broyat préalablement chauffé, les conditions opératoires varient. Les presses à vis présentent des cages de diamètre similaire mais la force appliquée varie entre 150 et 300 kN (Yaméogo, 1997), ce qui correspond à des pressions d’extraction de 4 à 8 MPa. Avec la presse hydraulique, une pression de l’huile d’alimentation du vérin de 30 à 32 MPa est recommandée. Le piston simple effet présentant un diamètre de 100 mm et la cage de pressage un diamètre de 215 mm, la pression d’extraction appliquée sur le broyat varie donc entre 6,5 et 7 MPa.
6Par ailleurs, il est recommandé d’amener le broyat à une température de 70 °C avant de l’introduire dans la presse mais des études de terrain préliminaires ont montré qu’en pratique les valeurs utilisées se situaient entre 70 et 120 °C, en raison du manque de maîtrise du processus de chauffage. Il est apparu toutefois qu’une température de l’ordre de 90 °C constituait un élément favorable sur le taux d’extraction de la presse hydraulique qui s’établit alors à 45 % ± 3 % (Yé, 2004).
7Divers travaux de recherche ont été menés pour analyser l’influence des paramètres opératoires (température, pression appliquée et durée de mise en pression) sur le taux d’extraction en matière grasse de graines de coton, de colza, de ricin, de lin, de tournesol (Mrema, McNulty, 1985 ; Kartika, 2005 ; Tchiégang et al., 2003 ; 2005), d’arachide (Adeeko, Ajibola, 1990 ; Hamzat, Clarke, 1993) et de jojoba (Abu-Arabi et al., 2000). Ces études ont montré qu’il était possible d’améliorer le rendement d’extraction de ces oléagineux en optimisant les paramètres opératoires.
8L’objectif de ce travail est donc de rechercher dans quelle mesure il est possible d’augmenter le taux d’extraction de beurre de karité obtenu à l’aide de presses artisanales telles que celles utilisées au Burkina Faso, en améliorant les paramètres opératoires. Pour ce faire, une étude a été réalisée en laboratoire, en conditions contrôlées, en vue de préciser notamment l’influence de la granulométrie du broyat, de la température de chauffage et de la pression sur le taux d’extraction.
2. Matériel et méthodes
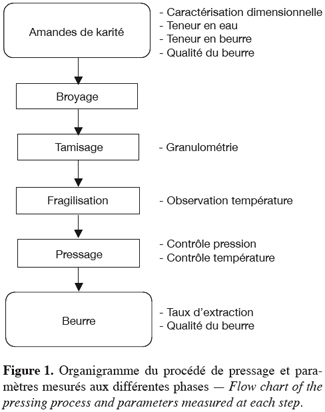
9La figure 1 présente l’organigramme du procédé d’extraction de l’huile des amandes de Vitellaria paradoxa ainsi que les paramètres de contrôle du procédé utilisés dans cette étude.
10Le matériel végétal est d’abord caractérisé au point de vue dimensionnel, les teneurs en eau et en matière grasse sont mesurées, les principales caractéristiques chimiques de la matière grasse sont déterminées. Le produit est broyé à l’aide d’un broyeur à marteaux et le broyat est tamisé en vue d’obtenir des fractions de granulométrie différentes, susceptibles d’être pressées séparément. Le pressage du broyat brut ou d’une fraction particulière est ensuite réalisé sur une presse de laboratoire dont la pression et la température sont contrôlées en vue de caractériser l’influence de la durée de pressage, de la température, de la finesse de la mouture et de la pression sur le rendement de l’extraction. Le beurre résultant de l’extraction mécanique est comparé à celui extrait des amandes par voie chimique (Soxhlet) en vue d’identifier une éventuelle dégradation survenant au cours du processus d’extraction mécanique.
2.1. Matériel végétal
11Le matériel d’essai est constitué d’amandes de karité calibrées provenant de la région de Bobo-Dioulasso (Burkina Faso). La teneur en eau résiduelle des amandes préalablement séchées par méthode traditionnelle s’établit à 1,4 % ± 0,6 %. De forme ellipsoïdale, les amandes présentent les caractéristiques dimensionnelles suivantes : longueur 27,3 ± 2,5 mm, largeur 16,1 ± 1,9 mm et épaisseur 13,5 ± 2,5 mm. La densité du lot d’amandes, mesurée par immersion, a montré une forte variabilité avec une valeur de 1,1 ± 0,2 g.cm-³. La teneur en beurre mesurée par un extracteur de Soxhlet (NF V 03-905) était de 49 % ± 0,30 %. Les caractéristiques chimiques mesurées étaient les indices d’acide (norme NFT 60-204), de saponification (norme FT 60-206), de peroxydes (norme NFT 60-220) et d’iode (norme NF T 60-203, méthode de Weijs). Ces valeurs se sont établies respectivement à 5,5 ± 0,1 % d’acide oléique, 160 ± 16 d’indice de saponification, 0,82 ± 0,16 meq O2 par kg et 63,7 ± 4 d’indice d’iode.
2.2. Broyage
12Le broyage est réalisé pour rompre l’amande en morceaux et déchirer les cellules renfermant l’huile (Scriban, 1988). L’intensité du broyage représente un compromis : une fine granulométrie permet d’obtenir une fragilisation plus homogène, mais donne lieu à une matière plus compacte nécessitant plus d’énergie pour le pressage. Un broyeur à marteaux (Deklerck, The Superior) équipé d’une grille à mailles rondes de 5 mm de diamètre a été utilisé, comme recommandé par Yaméogo (1997).
2.3. Tamisage
13Le produit résultant du broyage des amandes est composé de particules de taille variable. Ce broyat a été caractérisé par tamisage au moyen d’un tamis vibrant équipé d’une colonne de 5 tamis à mailles carrées dont la taille respective est de 5, 4, 2, 1 et 0,5 mm. Le tamisage a été réalisé en faisant vibrer pendant 10 min des échantillons de 100 à 200 grammes de broyats sur la pile de tamis. La granulométrie observée s’est établie comme suit : 5 mm<Ø<4 mm (1,47 ± 0,59 %) ; 4 mm<Ø<2 mm (32,81 ± 3,24 %) ; 2 mm<Ø<1 mm (44,9 ± 3,96 %) ; 1 mm<Ø<0,5 mm (19,51 ± 1,59 %).
14La part des particules fines (Ø<0,5 mm) est négligeable.
2.4. Fragilisation
15La fragilisation est une cuisson du broyat réalisée le plus souvent à basse température, de l’ordre de 70 °C, qui a pour effet de concentrer les gouttelettes de beurre éparpillées dans le broyat et de fluidifier le beurre en vue de son extraction. La fragilisation a été réalisée dans une étuve de laboratoire, les températures de consigne variant de 30 °C à 150 °C, par pas de 20 °C. La température de fragilisation a été contrôlée au moyen d’une centrale de mesure munie de thermocouples de type J implantés au cœur du broyat.
2.5. Pressage
16La figure 2 présente le dispositif de pressage. Les éprouvettes d’essai sont réalisées à partir d’échantillons d’environ 3 g de broyat. Ceux-ci sont introduits dans un papier filtre de 90 mm de diamètre (Filtre Schleicher et Schuel type 595) enroulé en un tube d’environ 9 mm de diamètre sur 80 mm de longueur. Ces échantillons sont ensuite introduits dans une cage de pressage de 78 mm de hauteur réalisée dans un tube en aluminium de 1,25 mm d’épaisseur et de 10 mm de diamètre intérieur. Le tube est entaillé de traits de scie de 1 mm de large sur 12 mm de long réalisés sur la périphérie de la cage en vue de permettre l’écoulement du beurre. Ces entailles sont distantes de 5 mm entre elles dans le sens de la hauteur et décalées d’environ 3 mm sur la circonférence. Des pesées sont réalisées aux différentes étapes afin de déterminer la masse de broyat par différence entre la masse du dispositif avant et après remplissage.
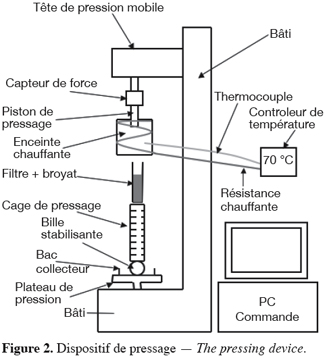
17Après fragilisation, l’éprouvette est pressée à la température de consigne au moyen d’une machine de compression uni-axiale (Instron, type 5544), qui permet d’appliquer une force déterminée sur l’échantillon, via une tête de pression dont le déplacement est contrôlé par un servomoteur. Des capteurs mesurent la force et le déplacement et transmettent les signaux qui en sont issus vers un PC.
18Le pressage du broyat contenu dans le filtre est assuré par un piston en acier, de 10 mm de diamètre, monté par l’intermédiaire du capteur de force sur la tête de pression. Le piston coulisse à l’intérieur de la cage de pressage qui repose à sa base sur une bille de centrage placée dans un bac de collecte.
19Durant l’extraction, l’éprouvette est maintenue à température constante au moyen d’une enceinte chauffante spécialement conçue à cet effet. L’enceinte est constituée d’un boîtier isolé de 100 mm de diamètre intérieur ouvert à sa partie inférieure et percé à sa partie supérieure d’un trou de 12 mm permettant le passage du piston de pressage. Un cordon chauffant de 120 W (Bernstead electrotherma, HC 102) maintenu sur la circonférence intérieure de l’enceinte est alimenté via un contrôleur de température (Eurotherm, type 2116) d’une précision de ± 1 °C. Le contrôle est effectué à partir de la mesure de la température intérieure dans l’enceinte réalisée par l’intermédiaire d’un thermocouple de type J.
20Après fragilisation, l’éprouvette est introduite dans le dispositif, le piston de pressage est introduit dans la cage jusqu’à appliquer une légère précontrainte de 25 Pa sur le broyat, pendant que l’enceinte chauffante est réglée à la température de fragilisation.
21Le cycle de pressage est réalisé en 3 phases. La phase de mise en pression de l’échantillon est réalisée avec une vitesse de déplacement du piston de 0,010 m.min-1 jusqu’à la pression de consigne. La phase de maintien débute lorsque la pression de consigne est atteinte pour se terminer après un laps de temps déterminé par l’opérateur. Enfin, dans une troisième phase, l’extraction est interrompue par retour du piston à sa position initiale. Un démouleur constitué par un tube de 11 mm de diamètre intérieur sur 100 mm est centré sur le plateau de pression. L’éprouvette est posée sur le démouleur et le piston de pression est descendu dans l’éprouvette pour chasser le tourteau dans le démouleur.
22Le tourteau est pesé en vue de déterminer la quantité de beurre extraite par différence de masse entre le broyat introduit et les tourteaux recueillis. Le taux d’extraction en beurre est défini ici comme le rapport de la quantité de beurre extrait sur la quantité de beurre disponible dans le broyat. La quantité de beurre disponible est obtenue en multipliant la masse de broyat par le pourcentage de matière grasse mesuré par la méthode Soxhlet suivant la norme NFV 03-905.
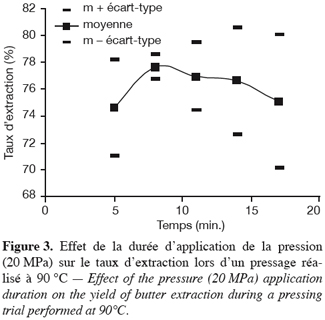
23Des études montrent une corrélation entre le taux d’extraction et la durée de pressage avec un ralentissement progressif de l’écoulement en raison du bouchage des pores sous l’effet du drainage (Adeeko, Ajibola, 1990). Des essais ont été réalisés en vue de déterminer, pour le dispositif expérimental utilisé dans cette étude, le temps de pressage nécessaire pour atteindre une stabilisation du taux d’extraction. Des éprouvettes de broyat fragilisé à 90 °C et soumises à une pression de 20 MPa ont été pressées pendant des durées de 5, 8, 11, 14 et 17 min. La figure 3 montre que le taux d’extraction est stable, aux environs de 75 %, dès les cinq premières minutes. Dans la suite de l’étude, la pression sera maintenue 17 min en vue d’assurer un écoulement maximal du beurre. Les essais sont répétés 5 fois pour chaque combinaison de paramètres opératoires en vue de déterminer les valeurs moyennes ainsi les écarts-types autour des valeurs moyennes.
24La presse de laboratoire présentant des caractéristiques dimensionnelles très différentes des presses artisanales rencontrées sur le terrain, une étude préliminaire a été réalisée en vue de comparer le taux d’extraction pour les conditions opératoires usuelles, à savoir 7 MPa et 70 °C. Le taux d’extraction de la presse de laboratoire s’est établi à 34 % ± 6 %, avec des minimum et maximum de, respectivement, 26 et 44 %, ce qui est conforme aux observations de terrain.
3. Résultats et discussion
25Les résultats présentés ci-dessous présentent l’influence des paramètres opératoires sur l’extraction du beurre de karité.
3.1. Pression
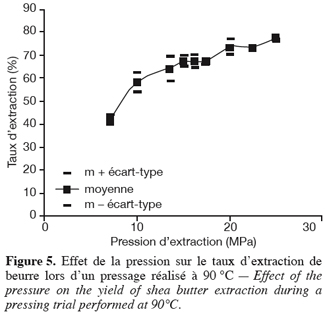
26Lorsqu’un milieu solide liquide confiné est sollicité par une pression, il se crée un drainage du liquide hors du solide. En règle générale, plus la pression est élevée, plus la proportion de liquide extrait est importante. Afin de quantifier l’influence de la pression sur le taux d’extraction, des pressions de 7,0 ; 10,0 ; 13,5 ; 15,0 ; 16,0 ; 17,0 ; 17,5 ; 20,0 ; 22,5 et 25,0 MPa ont été appliquées sur les éprouvettes de broyat fragilisé à 90 °C.
27Les résultats présentés à la figure 4 montrent l’effet favorable des pressions élevées : lorsqu’on passe d’une pression de 7,0 MPa à une pression de 25,0 MPa, le taux d’extraction passe de 40 % à près de 80 %. Pour la suite des essais, une pression de 20 MPa sera utilisée.
3.2. Température
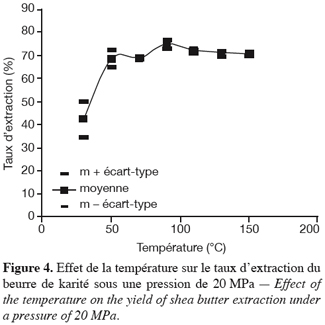
28La température de fragilisation détermine l’état de fluidité des particules de beurre dans le broyat et peut à ce titre influencer le taux d’extraction. L’influence de ce paramètre sur le taux d’extraction a été mesurée pour une pression de 20 MPa maintenue sur des éprouvettes de broyat fragilisé à des températures variables de 30 °C à 150 °C par pas de 20 °C.
29La figure 5 présente le taux d’extraction des échantillons de broyat brut pressés à ces différentes températures. Le taux d’extraction présente un maximum (80 %) à une température de 90 °C. Lorsque la température augmente de 90 à 150 °C, une décroissance du taux d’extraction apparaît (70 %). Un tel comportement a été observé dans les travaux relatifs à l’arachide menés par Adeeko et Ajibola (1990) et par Hamzat et Clarke (1993) et ceux qui concernent les amandes de Ricinodendron heudolotii par Tchiégang et al. (2005). Ce même comportement se retrouve également pour les graines de coton, de colza, de tournesol, de noix de cajou et de tournesol (Kartika, 2005).
3.3. Granulométrie
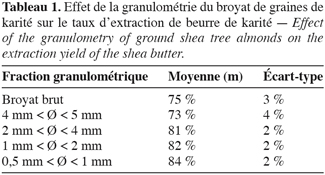
30De nombreux travaux de recherche montrent l’importance de la granulométrie dans l’extraction des huiles de graines oléagineuses (Khan, Hanna, 1983 ; Hamzat, Clarke, 1993 ; Tchiégang et al., 2003 ; 2005). L’influence de ce paramètre sur le taux d’extraction est mesuré pour des échantillons ayant les granulométries suivantes : 5 mm<Ø<4 mm, 4 mm<Ø<2 mm, 2 mm<Ø<1 mm et 1 mm<Ø<0,5 mm fragilisés à 90 °C et pressés à 20 MPa.
31Les résultats présentés dans le tableau 1 montrent que, dans la gamme explorée, la finesse de la mouture influence favorablement le taux d’extraction avec une augmentation de la moyenne de 73 % à 84 % entre la fraction la plus grossière et la fraction la plus fine. Le taux d’extraction du broyat brut dans les mêmes conditions s’établit à 75 % ± 3 %.
3.4. Qualité de la matière grasse
32Le beurre obtenu dans les conditions d’extraction les plus favorables, à savoir une pression de 20 MPa, une température de fragilisation du broyat de 90 °C et une granulométrie 0,5 mm<Ø<5 mm présente les caractéristiques chimiques suivantes : acide oléique : 5,63 % ± 0,3 %, indice de saponification : 160 ± 2, indice d’iode : 66,7 ± 0,2, indice de peroxyde : 0,78 ± 0 meq O2 par kg. Ces valeurs diffèrent peu de celles qui ont été obtenues sur le beurre extrait par voie chimique.
4. Conclusion
33Une étude menée en laboratoire, en conditions contrôlées, a identifié différents paramètres améliorant le taux d’extraction du beurre d’amandes de Vitellaria paradoxa par pressage mécanique. Un effet bénéfique de la granulométrie de la mouture a été mis en évidence, un optimum apparaissant pour la mouture la plus fine (1 mm<Ø<0,5 mm). La température d’extraction la plus favorable se situe aux alentours de 90 °C. Enfin, le rôle prédominant de la pression sur le taux d’extraction a été mis en évidence. L’utilisation d’une pression de 20 MPa, combinée aux valeurs de granulométrie et de température sus-mentionnées, a permis d’atteindre des valeurs d’extraction de plus de 80 % de la matière grasse contenue dans l’amande.
34Sur base de cette étude expérimentale, il apparaît possible d’améliorer le taux d’extraction des presses artisanales utilisées au Burkina Faso. En effet, une meilleure maîtrise des températures de fragilisation et une augmentation de la pression appliquée devraient permettre d’améliorer très sensiblement les taux d’extraction du beurre. Par exemple, le taux d’extraction pourrait être pratiquement doublé et atteindre des taux de l’ordre de 80 %, tout en conservant un beurre de bonne qualité. De manière tout à fait concrète, le recours à une température de fragilisation de 90 °C et à une pression de 20 MPa, obtenue en réduisant le diamètre de la cage, devraient permettre d’améliorer sensiblement les performances des presses hydrauliques.
35Remerciements
36Cette étude a été réalisée avec l’aide du Commissariat Général aux Relations Internationales de la Communauté Française Wallonie-Bruxelles (CGRI)
Bibliographie
Abu-Arabi MK., Allawzi MA., Al-Zoubi HS., Tamimi A. (2000). Extraction of jojoba oil and leaching. Chem. Eng. J. 76, p. 61–65.
Adeeko KA., Ajibola OO. (1990). Processing factors affecting yield and quality of mechanically expressed groundnut Oil. J. Agric. Eng. Res. 45, p. 31–43.
Bourlet G. (1950). Le problème du Karité. Oléagineux 5 (6), p. 364–367.
Bruinsma D. (1997). La fabrication du beurre de karité. Quelles technologies pour les femmes ? Bulletin du Réseau, Technologie et partenariat en agroalimentaire (online) 13. [nov. 2006] <http://www.fao.org/wairdocs/x5167F/X5167f05.htm>
CNUCED (2006). Le karité : production, consommation et marché. (online) [nov. 2006] <http://www.unctad.org/infocomm/francais/karité/marché.htm>
Ernest H. (2001). Un commerce qui aide les femmes pauvres au Burkina Faso. Afrique Relance 15 (4), p. 6–7.
Hamzat KO., Clarke B. (1993). Prediction of oil yield from groundnuts using the concept of quasi-equilibrium oil yield. J. Agric. Eng. Res. 55, p. 79–87.
Kartika IK. (2005). Nouveau procédé de fractionnement des graines de tournesol : expression et extraction en extrudeur bi-vis, purification par ultrafiltration de l’huile de tournesol. Thèse de doctorat. Toulouse, France : Ecole nationale supérieure des Ingénieurs en Arts chimiques et technologiques (ENSIACET), 288 p.
Khan L., Hanna MA. (1983). Expression oil from oilseeds. A review. J. Agric. Eng. Res. 28 (6), p. 495–503.
Mrema GC., McNulty PB. (1985). Mathematical model of mechanical oil expression from oilseeds. J. Agric. Eng. Res. 31, p. 361–370.
Nianogo A.J., Bougouma V., Tapsoba B. (1997). Les presses manuelles à karité au Burkina Faso. Rapport d’études, Ouagadougou : Centre de Recherches pour le Développement International, 38 p.
Ouattara A. (2002). Problèmes et besoins des acteurs de base de la filière karité au Burkina et au Mali. Rapport d’atelier d’échanges. Ouagadougou : Centre Ecologique Albert Schweitzer, 48 p.
Saussey M., Konseiga PF., Diawara B. (2005). Etat des lieux des actions ménées dans la filière karité. Rapport d’étude. Ouagadougou : Institut de Recherche en Sciences appliquées et Technologie. Département Technologie alimentaire, 86 p.
Scriban R. (1988). Les industries agricoles et agroalimentaires. Paris : Tec. & Doc., Progrès des Sciences techniques, 382 p.
Tchiégang C., Dandjouma AAK., Kapseu C., Parmentier M. (2003). Etudes des conditions d’extraction de l’huile par pressage des amandes de Ricinodendron heudelotii (Bail) Pierre ex Pax. J. Food Eng. 58, p. 363–371.
Tchiégang C., Dandjouma AAK., Kapseu C., Parmentier M.. (2005). Optimisation de l’extraction de l’huile par pressage des amandes de Ricinodendron heudelotii Pierre ex Pax. J. Food Eng. 68, p. 79–87.
UNIFEM (1997). Le karité. L’or blanc des africaines. Dakar : UNIFEM/Bureau Régional, 41 p.
Yaméogo R. (1997). Valorisation des huiles végétales non alimentaires : étude technique et socio-économique d’une unité artisanale d’extraction et de transformation des huiles. Rapport final de recherche. Ouagadougou : Projet avec Centre de Recherches pour le Développement international (CRDI) n° 91–1029, 75 p.
Yé SG. (2004). Étude d’une presse à huile : caractérisation technique des presses manuelles à karité existant au Burkina Faso et détermination de l’effort de concassage de l’amande de karité. Travail de fin d’études. Gembloux, Belgique : Faculté universitaire des Sciences agronomiques de Gembloux, 75 p.
Pour citer cet article
