

- Accueil
- Volume 25 (2021)
- Numéro 2
- Physical, mechanical, and decay resistance properties of heat-treated wood by Besson® process of three European hardwood species


Visualisation(s): 2874 (27 ULiège)
Téléchargement(s): 163 (0 ULiège)

Physical, mechanical, and decay resistance properties of heat-treated wood by Besson® process of three European hardwood species

Document(s) associé(s)
Version PDF originaleNotes de la rédaction
Received 23 October 2020, accepted 5 May 2021, available online 19 May 2021
This article is distributed under the terms and conditions of the CC-BY License (http://creativecommons.org/licenses/by/4.0)
Résumé
Propriétés physiques, mécaniques et de durabilité fongique du bois traité thermiquement selon le procédé Besson® de trois espèces feuillues européennes
Description du sujet. En Europe, le traitement thermique des essences de bois indigènes devient progressivement une réalité industrielle. Il offre une alternative prometteuse à la fois à l'utilisation de bois naturellement durables, essentiellement tropicaux, et à l'utilisation de traitements chimiques de préservation à base de biocides.
Objectifs. L'objectif de cette étude est de quantifier l'effet du traitement thermique sur les propriétés physico-mécaniques et de durabilité fongique de trois essences de feuillus indigènes (chêne, frêne, hêtre + hêtre étuvé).
Méthode. Le bois a été traité thermiquement selon le procédé Besson®. Les essais physiques et mécaniques standards, notamment la dureté, le module d'élasticité en flexion statique, les contraintes de rupture en flexion statique, en compression axiale, en flexion dynamique et le fendage, ont été effectués sur 15 échantillons traités et 15 échantillons témoins associés. Le test de durabilité standard vis-à-vis des champignons lignivores a permis d'exposer 60 échantillons traités et 60 échantillons témoins à chaque champignon.
Résultats. Les résultats montrent une diminution de l’humidité d'équilibre et une augmentation de la stabilité dimensionnelle du bois traité thermiquement pour les trois espèces étudiées. Le module d'élasticité, la dureté et la résistance à la compression axiale augmentent légèrement après le traitement thermique, tandis que la résistance à la flexion statique, la résilience, ainsi que la résistance au fendage peuvent considérablement diminuer. La durabilité fongique du bois de cœur de chêne et du frêne a augmenté jusqu'à la classe 1, le hêtre et le hêtre étuvé jusqu'à la classe 3.
Conclusions. L'approche globale de cette étude permet une caractérisation assez complète et précise des propriétés technologiques de trois espèces feuillues indigènes après traitement thermique. De nouvelles utilisations de ces espèces indigènes peuvent ainsi être explorées.
Abstract
Description of the subject. In Europe, the heat treatment of native wood species is gradually becoming an industrial reality. It provides a promising alternative to both the use of naturally durable, essentially tropical woods and the use of chemical preservative treatments based on biocides.
Objectives. The aim of this study is to quantify the effect of heat treatment on the physico-mechanical and decay resistance properties of three native hardwood species (oak, ash, beech + steamed beech).
Method. The wood was heat-treated in accordance with the Besson® process. The standard physical and mechanical tests including hardness, modulus of elasticity in static bending, static bending, axial compression, splitting and impact bending strengths, have been performed on 15 treated and 15 control associated samples for each species. The standard durability test on fungi exposed 60 treated and 60 control samples to each fungus.
Results. The results show a decrease in the equilibrium moisture content and an increase in dimensional stability of heat-treated wood for the three species studied. The modulus of elasticity, hardness and axial compression strength increase slightly after the heat treatment, while static and impact bending strength and splitting strength may considerably decrease. The fungal durability of oak heartwood and ash increased until class 1, beech and steamed beech until class 3.
Conclusions. The global approach of this study allows a complete and precise characterization of the technological properties of three native hardwood species after heat treatment. New uses of these native species can thus be explored.
Table des matières
1. Introduction
1Wood has a lot of qualities that makes it well-suited for many applications. However, its biological origin, although its main asset, induces severe limitations on its use because of the biodegradation risks linked to the fungal attacks. To overcome this disadvantage, species with high natural durability, mainly tropical, are used, or the durability of wood can be artificially improved by applying biocides. Furthermore, as a hygroscopic material, wood stability varies with the relative humidity of the ambient air. These dimensional variations promote water infiltration, which may induce biological alterations in the material.
2Chemical preservation, although very effective, can lead to toxicity problems during the use or at the end of the product’s life cycle (Hill, 2011). Current environmental considerations have led to changes in these wood preservation practices (Hakkou et al., 2006). Consumers are looking for clean materials, with short supply chain to limit deforestation in tropical countries (Mohebby & Sanaei, 2005; Esteves & Pereira, 2009; Gérardin, 2016; Sandberg et al., 2017).
3In the last two decades, research has focused on wood modification processes as ecological alternatives (Homan & Jorissen, 2004). According to Hill (2011), wood-modification is a generic term describing the application of chemical, physical, or biological methods that improves the properties of the material. It is essential that the modified wood remains non-toxic in service and that disposal at the end of life does not generate any new toxic residues (Jones et al., 2019; Candelier & Dibdiakova, 2020). There are currently different ways to modify wood: chemical modifications, which are most commonly achieved through acetylation, modifications by impregnation, which are most frequently achieved through furfurylation or by the use of DMDHEU (dimethyloldihydroxyethylenurea), and thermal modifications (Jones et al., 2019).
4More specifically, heat treatments consist of heating the wood in a temperature range from 160 to 280 °C in an atmosphere depleted in oxygen (Chanrion & Schreiber, 2002; Candelier et al., 2016). At such temperatures, chemical changes in the components of the wood cell walls take place during processing and confer new properties on the material (Esteves & Pereira, 2009; Hill, 2011). It is currently recognized that hemicelluloses, which are more sensitive to heat, are more degraded than cellulose and lignin. However, the degradations of celluloses and lignins are more complex and still poorly understood (Hill, 2011). Following the degradation of hemicelluloses, the equilibrium moisture of the wood is reduced (Militz, 2002; Boonstra & Tjeerdsma, 2006; Esteves & Pereira, 2009; Niemz et al., 2010), its dimensional stability is therefore improved (Kasemsiri et al., 2012; Korkut et al., 2012; Romagnoli et al., 2015) as well as its durability against fungi (Neya et al., 1995; Kamdem et al., 2002; Tjeerdsma & Militz, 2005; Hakkou et al., 2006; Fojutowski et al., 2009; Candelier et al., 2013). Unlike drying, heat treatments prevent the reabsorption of moisture, thus reducing the sensitivity of wood to decomposing agents (Poncsak et al., 2006). However, the physical and mechanical properties are impacted differently depending on the conditions and the intensity of the heat treatment (Kamdem et al., 2002; Candelier et al., 2013; Romagnoli et al., 2015). Thus, Boonstra et al. (2007) showed an increase of 5 to 10% in the modulus of elasticity, this property being mainly influenced by the crystallization of cellulose. The static bending strength decreases significantly, up to a reduction of around 50% according to Esteves & Pereira (2009). Impact bending strength can decrease by up to 80% (Sandberg & Kutnar, 2016). The reduction in strength of these properties prevents the use of heat-treated wood in many structural applications (Esteves & Pereira, 2009; Hill, 2011). As Mouras et al. (2002) indicate, heat treatments must reach a compromise between mechanical properties on the one hand, dimensional stability and durability on the other.
5Several industrial processes are performed in Europe: e.g. Plato® in The Netherlands; Rétification® in France; ThermoWood® in Finland, Thermoholz in Austria, Intemporis® in Suisse and Oil Heat Treatment (OHT) in Germany. These processes differ according to the conditions of the treatment: use of gas (nitrogen, vapor), oil, vacuum or combustion gases to deplete the atmosphere of oxygen; dry or humid environment; heat transfer by conduction or convection, temperature and duration of treatment (Chanrion & Schreiber, 2002; Hill, 2011). This leads to great variability in the supply of heat-treated wood on the market, the modifications generated by the treatment being also specific to each species.
6The heat treatment of wood offers new noble uses (e.g., cladding, decking, and outdoor facilities) to non-durable native species, in the absence of a chemical preservative treatment. Heat treatments also meet environmental and economic concerns and, therefore, the rapid development of this technology is favored.
7Previous studies on the mechanical properties of heat-treated wood have focused primarily on modulus of elasticity, static and dynamic bending strength properties. Moreover, softwood species are the most studied while the thermally modified timber market in Western Europe focuses mainly on the promotion of native hardwoods species. This study therefore aims to provide more information on the physical, mechanical, and durability properties of various indigenous hardwood species in Western Europe that deserve to be valorized by such a wood modification process. It is quite rare to find such results with the heat treatment process used in this work, the Besson® process.
2. Materials and methods
2.1. Materials
8Three species are studied: oak (Quercus sp., Quercus robur L. and Quercus petraea Lieb. mixed), ash (Fraxinus excelsior L.) and beech (Fagus sylvatica L.). Steamed beech is also tested and constitutes a variant called "steamed beech". Except for the oak heartwood listed in natural durability class 2, the other selected hardwood species belong to class 5, excluding outdoor use (use classes 3, 4, and 5 in accordance with EN 335, 2013) without an adequate preservation treatment. Test specimens were shaped and selected according to requirements of the French (NF) and International Organization for Standardization (ISO) standards for mechanical and durability tests.
9For each of the three species and the variant steamed beech, 20 quarterly 1,800 × 30 × 100 mm³ (L × T × W) cut boards were selected from the stock of the sawmill. The boards were sawed crosswise in half, thereby forming two groups: a control (i.e. untreated) group and a group designated for heat treatment. This sampling method allows the testing of paired samples (control/treated) originating from the same boards. In addition, this sampling eliminates variability resulting from the comparison of treated and control samples from different trees, or from being spaced too far within the same tree.
10In order to verify the repeatability of the heat treatment efficiency the half-boards of the different species intended to be heated were divided into three batches. These were treated at different times with otherwise identical processing parameters depending on the species (Table 1).

11After the heat treatment, five pairs of half-boards (treated and control) were selected from each batch based on their quality (NF B51-003, 1985), leading to a total of 15 couples per species. The specimens used for mechanical and durability tests in each couple were taken from the same radial position and as close as possible to the common end of the half-boards; so as to maintain the correspondence between the control and the treated test specimens.
12For the durability tests, twelve 50 × 15 × 25 mm³ (L × T × W) specimens were shaped from each half-board.
13Figure 1 illustrates the procedure used to select the test specimens. For the mechanical tests, two specimens were sawn from each half-board and divided into two groups; 360 × 20 × 20 mm³ (L × T × W) test specimens were cut for the first group and used to determine the modulus of elasticity (non-destructive test) and the static bending strength. After this breaking test, two 60 × 20 × 20 mm³ (L × T × W) specimens and one 20 × 20 × 20 mm³ (L × T × W) specimen were shaped in order to determine respectively the hardness, the axial compression strength, and the moisture content. The impact bending strength was determined from 300 × 20 × 20 mm³ (L × T × W) specimens of the second group. After this breaking test, a 45 × 20 × 20 mm³ (L × T × W) specimen and two 20 × 20 × 20 mm³ (L × T × W) specimens were shaped in order to determine respectively the splitting strength, volumetric shrinkage, and moisture content.
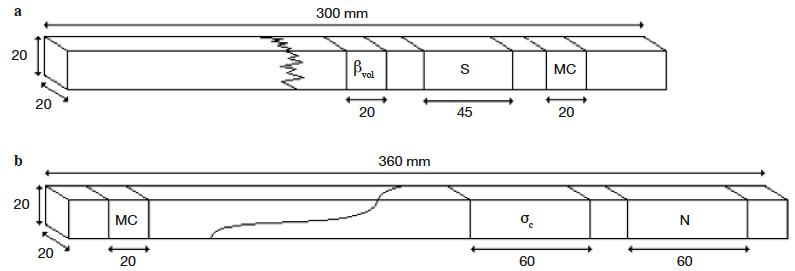 Figure 1. Cutting scheme of (a) impact bending strength test specimens (βvol = total volumetric shrinkage, S = splitting strength, MC= moisture content) and (b) static bending strength test specimens (MC = moisture content, σc = axial compression strength, N = hardness) (dimension in mm) — Schéma de découpe (a) des éprouvettes d’essai de résistance en flexion dynamique (βvol = retrait volumique total, S = résistance au fendage, MC = teneur en humidité) et (b) des éprouvettes d’essai de résistance en flexion statique (MC = teneur en humidité, σc = résistance à la compression axiale, N = dureté) (dimension en mm).
Figure 1. Cutting scheme of (a) impact bending strength test specimens (βvol = total volumetric shrinkage, S = splitting strength, MC= moisture content) and (b) static bending strength test specimens (MC = moisture content, σc = axial compression strength, N = hardness) (dimension in mm) — Schéma de découpe (a) des éprouvettes d’essai de résistance en flexion dynamique (βvol = retrait volumique total, S = résistance au fendage, MC = teneur en humidité) et (b) des éprouvettes d’essai de résistance en flexion statique (MC = teneur en humidité, σc = résistance à la compression axiale, N = dureté) (dimension en mm).
2.2. Heat treatment procedure
14The wood was heat-treated in accordance with the Besson® process which consists of heating the wood in an oxygen-depleted atmosphere using programmed cycles (each industrial can adjust its heating program to produce the best treated wood). The boards were treated in a 10 m³ reactor under an oxygen-depleted atmosphere. Heat is generated by a gas boiler external to the cell and distributed by a turbine. The treatment program, through a system of probes placed in the timber and the heating cell, limits a maximum temperature difference of 15 °C between the timber and the cell. This system prevents or minimizes deformations and collapses. The average moisture content of the boards before the treatment was 12%. The treatment parameters set by the industrial partner vary according to the species; treatments were conducted for 40-48 h at temperatures of 190-220 °C (Table 1).
15The heat treatment takes place in four phases:
16– First phase: sustained temperature rises (of the order of 7.5 °C·h-1 for 12 h). During this phase, the temperature reaches about 110 °C;
17– Second phase: this is the longest phase because the temperature rises very slowly (about 30 °C in 20 h), the temperature reaches about 140 °C;
18– Third phase: sustained temperature rises to the maximum temperature (about 80 °C in 13 h), the temperature reaches about 220 °C;
19– Fourth phase: the wood is cooled by water injection and the temperature decreases by and very sustained until the oven has cooled down completely to ambient temperature; this cooling phase lasts about 3-4 h.
2.3. Technological tests
20All test specimens were conditioned in a climatic room at 20 °C and 65% relative humidity to stabilize the wood moisture content in accordance with CEN/TS 15679 (2008) for about 5 months. The tests were performed on standardized specimens according to French (NF) and International Organization for Standardization (ISO) standards.
21Physical properties. The density (kg·m-3) (ISO 3131, 1975) at stabilized humidity is the ratio between the mass and the volume of the test specimen. The mass was determined by weighing the samples with a balance to an accuracy of 0.001 g. The volume was estimated by multiplying the average cross-section surface (measured in three different locations) by the length; these measurements were performed using a calliper with an accuracy of 0.01 mm. The total volumetric shrinkage (%) has been determined according to the specification of the ISO 4858 (1982) using the following equation:

22where Vs and V0 are the volume of the water-saturated and anhydrous specimens, respectively.
23Test specimens previously saturated in distilled water were weighed and the saturated volume was determined using a Breuil mercury volumenometer (precision: 0.01 cm³). The specimens were then dried to constant mass at 103 °C in an oven and the anhydrous volume was measured in the same way as saturated volume. Shrinkage occurs when the water content decreases below the fibre saturation point. It is important to consider this parameter because it partly determines the dimensional instability of the wood, which is a major disadvantage of this material. The Anti-Shrinkage Efficiency (ASE) has been determined according to the specification of the CEN/TS 15679 (2008) using the following equation:

24where VScontrol and VStreated are the volumetric shrinkage of control and treated specimens, respectively. The effectiveness of the heat treatment in reducing the volumetric shrinkage is evaluated by the ASE. The oven-dry density (kg·m-³) (ISO 3131, 1975) is the ratio between the oven-dry mass and the oven-dry volume of the test specimen. Moreover, the moisture content (80-200%) of the control and treated test specimens prior to drying, confirmed that the fibre saturation point (FSP) was exceeded. The basic density (kg·m-³) (ISO 3131, 1975) is the ratio between the oven-dry mass and the green volume of the test specimen. This is the ratio of two reproducible values unlike the density, which varies with moisture content.
25Mechanical properties. The following mechanical tests were all performed with an Instron® 5500 series testing machine, except for the impact bending strength, which were conducted with a pendulum machine test.
26The modulus of elasticity in static bending (MPa) (ISO 3349, 1975) quantifies the wood rigidity using the "4-points system". The force is applied tangentially to the rings under gradually increasing load applied at two points in the zone of pure bending of an elastic deformation. The distance between the support points is 320 mm and loading points are located 80 mm from them. The static bending strength (MPa) (ISO 3133, 1975) represents the maximum load that the wood can support momentarily before breaking, when the ends of the test specimen are placed on a support and the sample is progressively loaded in two points, tangentially to the ring. The measure of axial compression strength (MPa) (NF B51-007, 1985) involves progressive crushing of the specimen in the axial direction, in order to determine the maximum load applied prior to the appearance of a break or crack. Monnin or Chalais-Meudon Hardness (no unit) (NF B51-013, 1985) is the resistance of the wood to the penetration of a hard body. Hardness is expressed as the inverse of the penetration depth generated by a 3-cm-diameter steel cylinder with a load of 1,000 N per width centimeter of the specimen. The splitting strength (N·mm-1) (NF B 51-011, 1985) expresses the degree of wood fissionability when the load is applied radially and constitutes the ability of the wood to be screwed or nailed without splitting. This is particularly important for cladding. The impact bending strength or resilience (J·cm-2) (ISO 3348, 1975) measures the energy that must be absorbed to cause breaking of the specimen in dynamic bending (shock). Measurements were performed with a pendulum machine test where a 15 kg hammer strikes the specimen at its center along the direction tangential to the ring.
27Durability properties. In the absence of specific standards to determine the durability conferred by heat treatments, the durability of the wood was carried out following CEN/TS 15083-1 (2005). This technical specification describes the laboratory test to determine the natural durability of wood against basidiomycetes fungi.
28The mass loss of the specimens exposed to fungal attack is determined by comparing the dry mass before and after the test. Initially, all the test specimens were conditioned in a climatic room at 20 °C and 65% relative humidity and then weighed (M1). The initial theoretical oven-dry mass (Mi) of test specimens was then given using the mean moisture content (MC) measured on supernumerary test specimens oven-dried at 103 °C to constant mass:
29The test specimens are then sterilized in autoclave and placed in Kölle flasks exposed to fungi for 16 weeks in a controlled environment (20 °C, 70% RH, darkness). The two wood-destroying fungi recommended by CEN/TS 15083-1 (2005) are Coriolus versicolor CTB 863 A (also known as Trametes versicolor (L.) Lloyd) and Coniophora puteana BAM Ebw.15. At the end of the period of exposure, the mycelium adhering to the test specimens was removed and the specimens were dried at 103 °C to constant mass (Mf). The mass loss used to evaluate the durability of the specimens is determined as follows:
30Thus 12 test specimens treated and control were sawed in each half-board, i.e. four repetitions per fungus and four test specimens for determining the humidity. The CEN/TS 15083-1 (2005) defines five durability classes and is based on the results of the fungal species causing the greatest median mass loss value of the test specimen.
31At the same time, the virulence of the fungi should also be determined. The standard stipulates that the mass loss after 16 weeks must be at least 30%, for Coniophora puteana on control specimens of beech and pine sapwood and 20% for Coriolus versicolor on beech control test specimens. If these conditions are not met, the test is considered invalid.
2.4. Statistical analysis
32A variance analysis based on three factors of classification (i.e. treatment, date of treatment, and board/date of treatment) using the Minitab version 16 software with a confidence level of 95% (p < 0.05) showed that the factor date of treatment never presented a significant effect on the physico-mechanical properties (p values between 0.084 and 0.95). The boards had indeed been divided into three batches treated on three different dates with identical processing parameters in order to check the repeatability of the heat treatment efficiency. As such, a mixed cross ANOVA model with two factors (treatment and board) was used to account for the variation of technological properties thereafter.
3. Results
3.1. Effect of heat treatment on the physical properties
33The physical properties measured for the control and treated specimens are presented in Table 2.
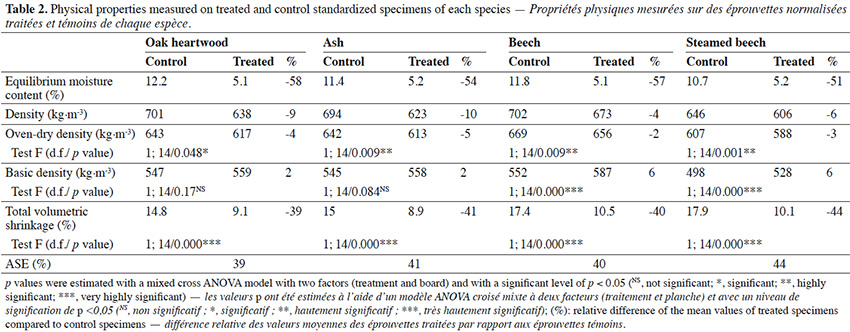
34It appears that the treated specimens have an equilibrium moisture content around 5% while that of control specimens is between 10-12% depending on the species. The density of the treated specimens is lower than that of the untreated specimen; a decrease of 4% is observed for beech, 6% for steamed beech and ∼10% for oak and ash. This reduction is also observed, but to a lesser extent for the oven-dry density of treated wood compared to that of untreated wood. The basic density increased slightly after treatment. However, this increase is only significant for beech and steamed beech (6%).
35Volumetric shrinkage results revealed that for a given variation in the humidity, the volume of the treated specimens varied less than that of the control specimens. Table 2 shows that the volumetric shrinkage decreases significantly with thermal treatment. Indeed, the anti-shrinkage efficiency shows that the treatment confers a ∼40% gain in stability for all the species.
3.2. Effect of heat treatment on the mechanical properties
36During static and dynamic bending tests, some of the treated specimens broke into multiple pieces; this prevented the planned sampling (§ Material and methods) for other tests because the material was too damaged. Therefore, if a specimen from a treated/untreated couple was missing, the couple was automatically removed from the trial in order to maintain pair comparisons. The results of the mechanical properties values of the control and treated specimens are listed in Table 3.
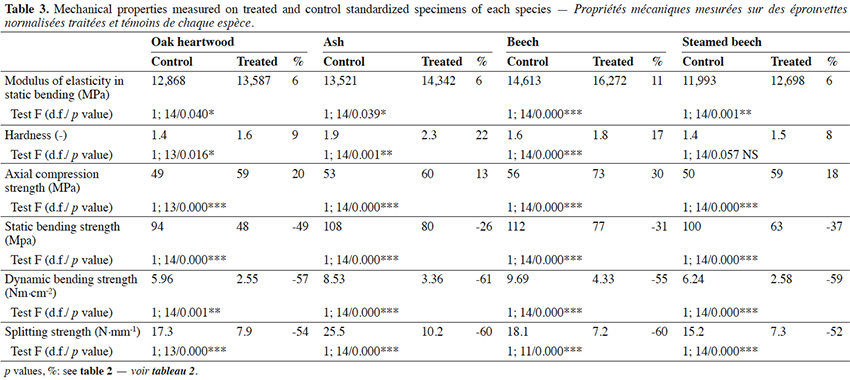
37It appears that the heat treatment influences the mechanical properties differently: the modulus of elasticity, the axial compression strength and the hardness increase slightly while the resistance to static and dynamic bending as well as splitting strength are substantially reduced.
38The values of the modulus of elasticity in static bending of the treated specimens are significantly higher by 6% for oak, ash and steamed beech, and to 11% for beech, than those of the controls. The differences between the beech and steamed beech specimens are probably due to the higher wood density of the former compared to that of the latter.
39The hardness of steamed beech and oak of the treated wood specimens was ∼10% higher than that of the control; this increase was lower, however, than those of ash and beech (∼20%).
40The values of axial compression strength of the treated specimens are significantly higher than those of the controls, increasing from 13% for ash to 30% for beech.
41The heat treatment has a significant effect on the static bending strength for all the species studied. These exhibited treatment-induced losses in strength ranging from ∼25% for ash to ∼50% for oak.
42The effect of heat treatment is most significant on the dynamic bending strength property. The resistance of oak, ash, beech and steamed beech decreased from 55 to 60%.
43Splitting strength decreases significantly with treatment by 52% for steamed beech, 54% for oak and to 60% for beech and ash.
3.3. Effect of heat treatment on durability
44The mass losses of the virulence control specimens are 36.6% and 35.3% for beech and for pine sapwood, respectively, with Coniophora puteana, and 36.0% for beech with Coriolus versicolor. These values indicated that the fungi were sufficiently virulent and hence the tests were considered valid. Table 4 shows the mass losses in the controls and the treated specimens after 16 weeks of exposure to Coniophora puteana and Coriolus versicolor. The most virulent wood-destroying fungus is Coriolus versicolor for all the species studied. Furthermore, in accordance with the standard, the classes of durability were determined on the basis of the median values of mass losses induced by the fungus (Table 4).
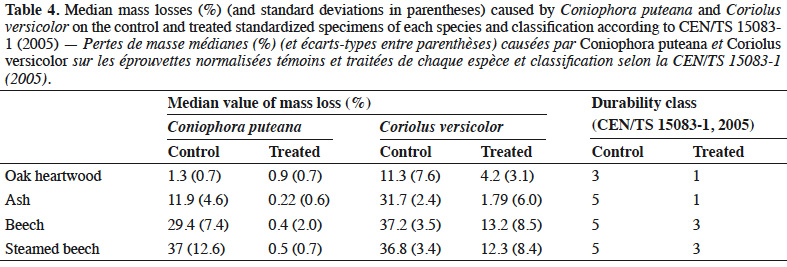
45Oak heartwood gained two classes of durability and became very durable (class 1) after the heat treatment. However, the durability of the non-differentiated heartwood species increased in all cases, albeit with considerable variability. The durability of ash has gone from class 5 to class 1, going from “no durable” to “very durable”. Beech and steamed beech have gained two durability classes and have become “moderately durable”.
4. Discussion
4.1. Effect of heat treatment on the physical properties
46From an informative point of view, it would have been more interesting to compare the behavior of specimens submitted to real and identical application conditions for the comparative analysis of physical and mechanical properties. However, a decrease in hygroscopicity, and therefore in the equilibrium moisture content, of treated wood is observed for all species. This is mainly due to the degradation of hemicellulose (Kamdem et al., 2002; Tjeerdsma & Militz, 2005), which limited the number of hydroxyl groups available for hydrogen bonding with water. Hemicellulose is the family of molecules most heat-sensitive that form the cell wall (Fengel & Wegener, 1989; Candelier et al., 2013). As a result, steamed beech is less hygroscopic than beech, as the temperature of water vapour is sufficient to slightly degrade the hemicellulose (Yilgor et al., 2001). The heat treatment leads to other chemical changes which also modify the physical properties. These changes include an increase in the number of chemical bonds and the degree of crystallinity in the lignin-carbohydrate complex (Boonstra et al., 2007; Kocaefe et al., 2008) and the cellulose (Boonstra et al., 2007; Yildiz & Gümüşkaya, 2007), respectively. Crystalline cellulose cannot form hydrogen bonds with water, which leads to a reduction in the hygroscopicity of the treated wood (Bhuiyan et al., 2000; Bhuiyan & Hirai, 2005). These modifications lead to a higher dimensional stability of the treated wood compared to that untreated and have implications for their implementation in both indoor and outdoor applications.
47Taking the calculation method into consideration (§ Material and Methods), the volumetric shrinkage decreases significantly owing to the larger decrease in the water-saturated volume than in the oven-dry volume. In addition, the basic density increased after treatment although the oven-dry mass of the wood decreased, as a result of the degradation of cell wall constituents (Korkut et al., 2010). These results show that the reduction in saturated volume is more important than the reduction in mass resulting from the degradation of the cellular constituents of the wood (particularly hemicellulose). This was confirmed by Kolin & Stevanovic (1996), who showed that the fibre saturation point (FSP) decreased with increasing treatment temperature. The FSP corresponds to the moisture content when the cell walls are fully saturated, and all lumens are free of water. Therefore, a decrease in the FSP leads to an increase in the basic density and a decrease in the saturated volume.
48These results indicate that the moisture-absorption capacity of woods is strongly impacted by the heat treatment. From a practical point of view, the heat-treated woods are significantly more stable in varying ambient conditions (outside, for example) and less susceptible to splitting and warping (Stingl et al., 2007) compared to untreated woods.
4.2. Effect of heat treatment on the mechanical properties
49The treatment-induced increase in the rigidity of the woods can be an advantage for use in structure. The latter is attributed at least partly to an increase in the amount of crystalline cellulose, resulting from the preferential degradation of amorphous cellulose (Boonstra et al., 2007). Yildiz & Gümüşkaya (2007) have shown that the proportion of I alpha (triclinic) cellulose – the densest form of cellulose – increases with increasing intensity of the heat treatment. Mechanical properties vary with the moisture content of the wood and specifically with the amount of bonded water. The weak links inside the lignin-carbohydrate complex are broken with the adsorption of water molecules (Fengel & Wegener, 1989), and this in turn affects the mechanical properties.
50The results obtained for hardness and axial compressive strength can be discussed in parallel. Stanzl-Tschegg et al. (2009) attributed increases in the compressive strength to rearrangements in the lignin-carbohydrate complex. The increased hardness stems possibly from the reticulation of lignin (Tjeerdsma et al., 1998; Sivonen et al., 2002; Stanzl-Tschegg et al., 2009); i.e. the hardness of the wood results, at least in part, from the lignification of the cell walls.
51The static and dynamic bending strength is considerably reduced by heat treatment, the treated wood becomes more brittle. This can be explained in particular by the appearance of numerous microcracks formed during treatment (Stanzl-Tschegg et al., 2009). Welzbacher et al. (2011) showed that heat treatment can induce anatomical alterations such fissures in the vessel walls or radial fissures in the woody tissue close to large rays. In addition, Curling et al. (2001) have shown that the decrease in the static and dynamic bending strength of heat-treated wood was mainly due to the degradation of hemicellulose. Hemicelluloses are covalently linked to cellulose and lignin and, therefore, their degradation can alter the complex (Lawoko et al., 2006).
52The reduction of the static and dynamic bending strength properties limits the use of heat-treated woods in structural applications, but this is generally not restrictive for use in cladding. In some cases, however, this problem can be overcome by oversizing the sections of the wood. On the other hand, the increase in hardness shows the suitability of the treated wood for use as a floor or terrace. In addition, the increased dimensional stability allows the use of conventional fastening systems, despite the reduction in splitting strength (Stingl et al., 2007). In general, heated wood can be used in interior joinery; their uniform dark appearance could be also considered as aesthetic. Moreover, the increased dimensional stability ensures that the woods resist shrinkage and swelling.
53Furthermore, the results demonstrate that prior steaming of beech is of no interest. The improvements in physical and mechanical properties are indeed more important with natural beech while the reductions in other properties are stronger for steamed beech, except for splitting strength.
4.3. Effect of heat treatment on the durability properties
54These results presented in table 4 join those of Boonstra et al. (2007), who observed mass losses leading to the same classification as that presented here for Coriolus versicolor.
55The heat treatment prevents the degradation of wood by wood-destroying fungi, by depriving them of the moisture necessary for their growth. Several studies (Neya et al., 1995; Hakkou et al., 2006; Boonstra et al., 2007) have reported that increased durability is mainly due to:
56– the reduction of hygroscopicity that limits the adsorption of water by the cell wall;
57– the degradation of hemicellulose, which is an important source of nutrition;
58– rearrangements inside the lignin-carbohydrate complex that reduce the substrate-recognition capacity of wood-destroying fungi;
59– the production of extracts with fungicidal effects.
60Heat treatment is generally most effective against brown-rot fungi, due to the destruction of the hemicellulose which is part of their energy source (Lekounougou & Kocaefe, 2014). The cellulose and lignins, being less sensible to heat than hemicelluloses, start to degrade at 260 °C. White-rot fungi degrade these two constituents preferentially and hence have a higher potential for degradation of heat-treated wood. However, a more severe heat treatment than those currently performed, would lead to significant degradation of certain mechanical properties and prevent any corresponding valorisation. Finding a balance between increasing the durability and reducing mechanical properties is therefore essential.
5. Conclusions
61Testing Besson® process heat-treated wood showed an improvement in dimensional stability and in fungal durability, mainly due to the degradation of hemicelluloses during the thermal modification process. This would allow, for the hardwood native species tested by their specific treatment developed by the firm, uses reserved for tropical species, such as cladding, terrace floor, outdoor furniture, etc.
62However, the treatment had varying effects on the mechanical properties. Heat-treated wood is lightly stiffer but above all more brittle, which limits the use of these heat-treated woods in structural applications. Adjusting the treatment parameters (temperature, duration, humidity of the wood) can provide higher potential by giving a homogeneous product that meets the consumer requirements as well as possible. The development of standards for the characterization of new properties of heat-treated woods, as well as a method to quickly verify the intensity and effectiveness of the treatment, are also essential to satisfy a promising market.
Bibliographie
Bhuiyan T., Hirai N. & Sobue N., 2000. Changes of crystallinity in wood cellulose by heat treatment under dried and moist conditions. J. Wood Sci., 46(6), 431-436, doi.org/10.1007/bf00765800
Bhuiyan T. & Hirai N., 2005. Study of crystalline behavior of heat-treated wood cellulose during treatments in water. J. Wood Sci., 51, 42-47, doi.org/10.1007/s10086-003-0615-x
Boonstra M.J. & Tjeerdsma B., 2006. Chemical analysis of heat-treated softwoods. Holz Roh Werkst., 64(3), 204-211, doi.org/10.1007/s00107-005-0078-4
Boonstra M.J., Van Acker J., Kegel E. & Stevens M., 2007. Optimisation of a two-stage heat treatment process: durability aspects. Wood Sci. Technol., 41(1), 31-57, doi.org/10.1007/s00226-006-0087-4
Candelier K. et al., 2013. Comparison of chemical composition and decay durability of heat-treated wood cured under different inert atmospheres: nitrogen or vacuum. Polym. Degrad. Stab., 98(2), 677-681, doi.org/10.1016/j.polymdegradstab.2012.10.022
Candelier K. et al., 2016. Control of wood thermal treatment and its effects on decay resistance: a review. Ann. For. Sci., 73(3), 571-583, doi.org/10.1007/s13595-016-0541-x
Candelier K. & Dibdiakova J., 2020. A review on life cycle assessments of thermally modified wood. Holzforschung, 75(3), 199-224, doi.org/10.1515/hf-2020-0102
CEN/TS 15083-1, 2005. Durability of wood and wood-based products. Determination of the natural durability of solid wood against food-destroying fungi, test methods. Basidiomycetes. Brussels: European Committee for Standardization.
CEN/TS 15679, 2008. Thermal modified timber - Definitions and characteristics. Brussels: European Committee for Standardization.
Chanrion P. & Schreiber J., 2002. Bois traité par haute température. Paris : CTBA.
Curling S.F., Clausen C. & Winandy J., 2001. The effect of hemicellulose degradation on the mechanical properties of wood during brown rot decay. IRG/WP, 01–20219. Stockholm: IRG Secretariat.
EN 335, 2013. Durability of wood and wood-based products - Use classes: definitions, application to solid wood and woodbased products. Bruxelles: Bureau de normalisation.
Esteves B.M. & Pereira H.M., 2008. Wood modification by heat treatment: a review. BioResources, 4(1), 370-404, doi.org/10.15376/biores.4.1.370-404
Fengel D. & Wegener G., 1989. Wood: chemistry, ultrastructure, reactions. 2nd ed. Berlin, Germany: Walter De Gruyter Incorporated.
Fojutowski A., Noskowiak A. & Kropacz A., 2009. Physical and mechanical properties and resistance to fungi of scots pine and birch wood modified thermally. Drewno-wood, 52(181), 43-62.
Gérardin P., 2016. New alternatives for wood preservation based on thermal and chemical modification of wood- a review. Ann. For. Sci., 73(3), 559-570, doi.org/10.1007/s13595-015-0531-4
Hakkou M., Pétrissans M., Gérardin P. & Zoulalian A., 2006. Investigations of the reasons for fungal durability of heat-treated beech wood. Polym. Degrad. Stab., 91, 393-397, doi.org/10.1016/j.polymdegradstab.2005.04.042
Hill C.A.S., 2011. Wood modification: chemical, thermal and other processes. Chichester, UK: Wiley.
Homan W.J. & Jorissen A.J.M., 2004. Wood modification developments. Heron, 49(4), 361-386.
ISO 3130, 1975. Wood - Determination of moisture content for physical and mechanical tests. Geneva, Switzerland: International Organization for Standardization.
ISO 3131, 1975. Wood - Determination of density for physical and mechanical tests. Geneva, Switzerland: International Organization for Standardization.
ISO 3133, 1975. Wood - Determination of ultimate strength in static bending. Geneva, Switzerland: International Organization for Standardization.
ISO 3348, 1975. Wood - Determination of impact bending strength. Geneva, Switzerland: International Organization for Standardization.
ISO 3349, 1975. Wood - Determination of modulus of elasticity in static bending. Geneva, Switzerland: International Organization for Standardization.
ISO 4858, 1982. Wood - Determination of volumetric shrinkage. Geneva, Switzerland: International Organization for Standardization.
Jones D., Sandberg D., Goli G. & Todaro L., 2019. Wood modification in Europe: a state-of-the-art about processes, products and applications. Firenze, Italy: Firenze University Press, doi.org/10.36253/978-88-6453-970-6
Kamdem D.P., Pizzi A. & Jermannaud A., 2002. Durability of heat-treated wood. Holz Roh Werkst., 60(1), 1-6.
Kasemsiri P., Hiziroglu S. & Rimdusit S., 2012. Characterization of heat treated eastern redcedar (Juniperus virginiana L.). J. Mater. Process. Technol., 212(6), 1324-1330, doi.org/10.1016/j.jmatprotec.2011.12.019
Kocaefe D., Poncsak S. & Boluk Y., 2008. Effect of thermal treatment on the chemical composition and mechanical properties of birch and aspen. BioResources, 3(2), 517-537.
Kolin B. & Stevanovic T., 1996. The effect of temperature, density and chemical composition upon the limit of hygroscopicity of wood. Holzforschung, 50(3), 263-268, doi.org/10.1515/hfsg.1996.50.3.263
Korkut S., Karayilmazlar S., Hiziroglu S. & Sanli T., 2010. Some of the properties of heat-treated sessile oak (Quercus petraea). For. Prod. J., 60(5), 473-480, doi.org/10.13073/0015-7473-60.5.473
Korkut S. et al., 2012. Effect of thermal modification on the properties of narrow-leaved ash and chestnut. Ind. Crops Prod., 35(1), 287-294, doi.org/10.1016/j.indcrop.2011.07.016
Lawoko M., Henriksson G. & Gellerstedt G., 2006. Characterization of lignin-carbohydrate complexes (LCCs) of spruce wood (Picea abies L.) isolated with two methods. Holzforschung, 60, 156-161, doi.org/10.1515/hf.2006.025 1,
Lekounougou S. & Kocaefe D., 2014. Durability of thermally modified Pinus banksiana (Jack pine) wood against brown and white rot fungi. Int. Wood Prod. J., 5(2), 92-97, doi.org/10.1179/2042645313y.0000000057
Militz H., 2002. Heat treatment of wood: European Processes and their background. Document No. IRG/WP 02–40241. Cardiff, UK: The International Research Group on Wood Preservation.
Mohebby B. & Sanaei I., 2005. Influences of the hydro-thermal treatment on physical properties of beech wood (Fagus orientalis). Document No. IRG/WP 05-40403. Cardiff, UK: The International Research Group on Wood Preservation
Mouras S. et al., 2002. Propriétés physiques de bois peu durables soumis à un traitement de pyrolyse ménagée. Ann. For. Sci., 59, 317-326, doi.org/10.1051/forest:2002027
Neya B., Déon G. & Loubinoux B., 1995. Conséquence de la torréfaction sur la durabilité naturelle du bois de hêtre. Note technique. Bois For. Trop., 244, 67-73.
NF B51-007, 1985. Bois - Essai de compression axiale. Paris : AFNOR.
NF B51-011, 1985. Bois - Essai de fendage. Paris : AFNOR.
NF B51-013, 1985. Bois - Détermination de la dureté Monnin. Paris : AFNOR.
Niemz P., Hofmann T. & Rétfalv T., 2010. Investigation of chemical changes in the structure of thermally modified wood. Maderas Cienc. Tecnol., 12(2), 69-78, doi.org/10.4067/s0718-221x2010000200002
Poncsák S., Kocaefe D., Bouazara M. & Pichette A., 2006. Effect of high temperature treatment on the mechanical properties of birch (Betula papyrifera). Wood Sci. Technol., 40(8), 647-663.
Romagnoli M. et al., 2015. Physical and mechanical characteristics of poor-quality wood after heat treatment. iForest Biogeosc. For., 8, 884-891, doi.org/10.3832/ifor1229-007
Sandberg D. & Kutnar A., 2016. Thermally modified timber : recent developments in Europe and North America. Wood Fiber Sci., 48, 28-39.
Sandberg D., Kutnar A. & Mantanis G., 2017. Wood modification technologies-a review. iForest Biogeosc. For., 10(6), 895-908, doi.org/10.3832/ifor2380-010
Sivonen H. et al., 2002. Magnetic resonance studies of thermally modified wood. Holzforschung, 56, 648-654, doi.org/10.1515/hf.2002.098
Stanzl-Tschegg S., Beikircher W. & Loidl D., 2009. Comparison of mechanical properties of thermally modified wood at growth ring and cell wall level by means of instrumented indentation tests. Holzforschung, 63, 443-448, doi.org/10.1515/hf.2009.085
Stingl R., Smutny R., Treberspurg M. & Teischinger A., 2007. Sustainable use of heat-treated wood as a façade material - Preliminary results of wheathering tests. In: Hill C.A.S., Jones D., Militz H. & Ormondroyd G.A., eds. Proceedings of the Third European Conference on Wood Modification, 15-16 octobre 2007, The Angel Hotel, Cardiff, UK, 195-199.
Tjeerdsma BF., Boonstra M. & Militz H., 1998. Thermal modification of non-durable wood species. 2. Improved wood properties of thermally treated wood. Document No. IRG/WP 98-40124. Cardiff, UK: The International Research Group on Wood Preservation.
Tjeerdsma B.F. & Militz H., 2005. Chemical changes in hydrothermal treated wood: FTIR analysis of combined hydrothermal and dry heat-treated wood. Holz Roh Werkst., 63, 102-111.
Welzbacher C.R., Rassam G., Talaei A. & Brischke C., 2011. Microstructure, strength and structural integrity of heat-treated beech and spruce wood. Wood Mater. Sci. Eng., 6, 219-227.
Yildiz S. & Gümüşkaya E., 2007. The effects of thermal modification on crystalline structure of cellulose in soft and hardwood. Building Environ., 42(1), 62-67, doi.org/10.1016/j.buildenv.2005.07.009
Yilgor N., Oner U. & Nami S., 2001. Physical, mechanical and chemical properties of steamed beech wood. For. Prod. J., 51(11-12), 89-93.
