1 Introduction
Due to its beneficial properties, namely high material utilization, reduced production costs and time for geometrical complex parts and high flexibility [1], additive manufacturing (AM) is widely used not only for prototyping, but also for small production volumes, big production volumes with a high rate of customization and parts with lattice structures or internal voids [2]. It is even possible to process materials with low machinability to create near net-shape components with a minimum of chip volume [3]. However, AM parts often need a finishing step in terms of surface quality [4]. The surface quality of the AM process can be adjusted by the process parameters and the orientation of the part in the building volume [2], reducing the stair-step effect [5]. And still, the surface quality is influenced by powder adhesions [5]. The parts final surface roughness and geometrical aspects are often improved by a subsequent machining process [6], but at the same time pores appear at the surface where they can act as crack initiators [6]. Thus, the fatigue properties of AM parts are reduced, as well as for high surface roughness [7]. Alternate solutions to reduce the surface roughness are for instance laser remelting [6] and bead blasting [5] having their individual disadvantages. Laser remelting smoothens the surface and even closes pores in the proximity to the surface, but increases the process time if done after each layer [6]. Bead blasting processes can use different types of blasting material but lead to worsen of the contour accuracy, such as sharp corners and edges [5]. Thus, the effect of a subsequent forming step on the surface roughness and geometrical aspects is investigated for as-built AM-parts. Cylinders made of 316L and Ti-6Al-4V are formed using a cup backwards-extrusion process. The steel 316L is a common material in AM processes with a good formability [8] and machinability [9]. Whereas Ti-6Al-4V has a low formability at room temperature [10] and a low machinability [11]. Therefore, a comparison between these two materials is made to investigate the influence for a material with high and low formability.
2 Experimental Setup and Procedure
Three cylinders from two different materials are made using PBF-LB. The 316L parts are made using a DMG Mori LT 30 SLM of the second generation, the Ti-6Al-4V parts are made using a SLM 280 of the company SLM Solutions. The parameters used in each process are listed in Table 1.
Table 1. PBF-LB parameters used in the AM-process to build the cylindrical specimens

The diameter of the cylinders is set to 5.2 mm and the height to 5 mm excluding the support structure. This support structure is removed and grinding is used to create an even surface parallel to the top face. Thus, the height of the specimens is adjusted and bending momentums acting on the forming punch are prevented. The top face opposite to the supported surface and the lateral face stay in an as-built condition. The lateral face is used to measure the surface roughness according to DIN EN ISO 4288 [12] with a MarSurf XR 20 tactile measuring system and a MFW 250 measuring probe. Namely, the medium surface roughness Ra and the peak surface roughness Rz are measured. The geometry is optically measured using an InfiniteFocusXL200 G5 by Bruker Alicona profilometer with a 10x objective lens and evaluated using the software GOM Inspect 2019 by GOM GmbH. To investigate the influence of the forming process on the surface of additively manufactured parts, the specimens are cup-backwards extruded at room temperature using the same tool as in [13]. The sequence of the process used is shown in Fig. 1.
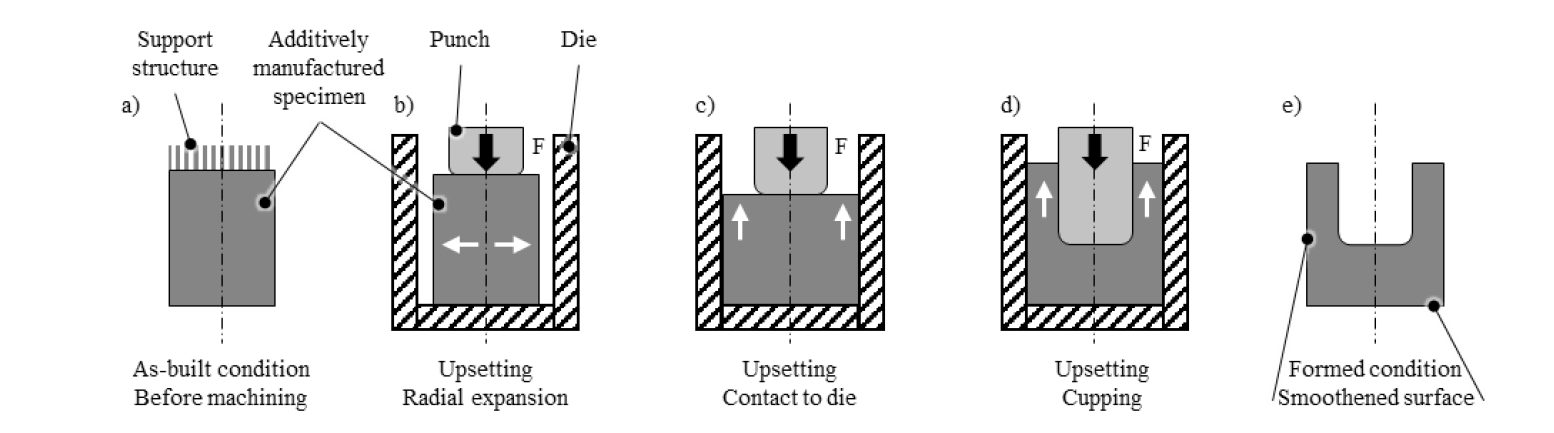
Fig. 1. Process sequence to modify additively manufactured parts by using a forming operation
The cylindrical work pieces are placed in the die with the machined side where the support structure was before removing towards the punch (Fig. 1 – b). The top face is placed at the bottom of the die on the counter punch. The punch displacement leads to an upsetting of the component and thus to an expansion in radial direction (Fig. 1 – c). The expansion in radial direction is blocked by the inside of the die. Therefore, further punch displacement leads to compressive stresses acting on the top and lateral face, which are expected to flatten powder adhesions and smoothen the surface. Additionally, the corners at the top face should be more precise after the forming operation.
For a better understanding, the geometrical dimensions of the active parts are shown in Fig. 2. To withstand the high contact stresses expected to arise during the forming of the specimen, the punch is made of tungsten carbide. Additionally, three prestress rings are used to reinforce the die made of tungsten carbide as well. Thus, tensile stresses leading to a tool failure of the die can be prevented. The surfaces of the active parts are polished and have a Rz below 0.5 μm. The used press is a Schenck Trebel RM400 with a maximum testing force of 400 kN. The punch velocity vp is set to 10 mm/min for the experiments.
In this investigation, cylinders of two different materials are additively manufactured and formed in a cup backwards extrusion experiment at room temperature. The surface roughness of the specimens is measured tactile and the geometry optically in as-built condition. For the surface roughness measurements the lateral face, as illustrated in Fig. 2, is used. The geometry is measured on the lateral and top surface in terms of contours. A high geometrical precision is achieved by sharp edges and even contours. The forming experiments are performed at room temperature until the maximum forming force FP = 40 kN is reached. The same measurements are then performed on the formed parts. Thus, the influence of the forming step at room temperature on the surface roughness and geometrical precision is investigated. For 316L all three specimens can be measured after the forming operation, whereas for Ti-6Al-4V it is only one.
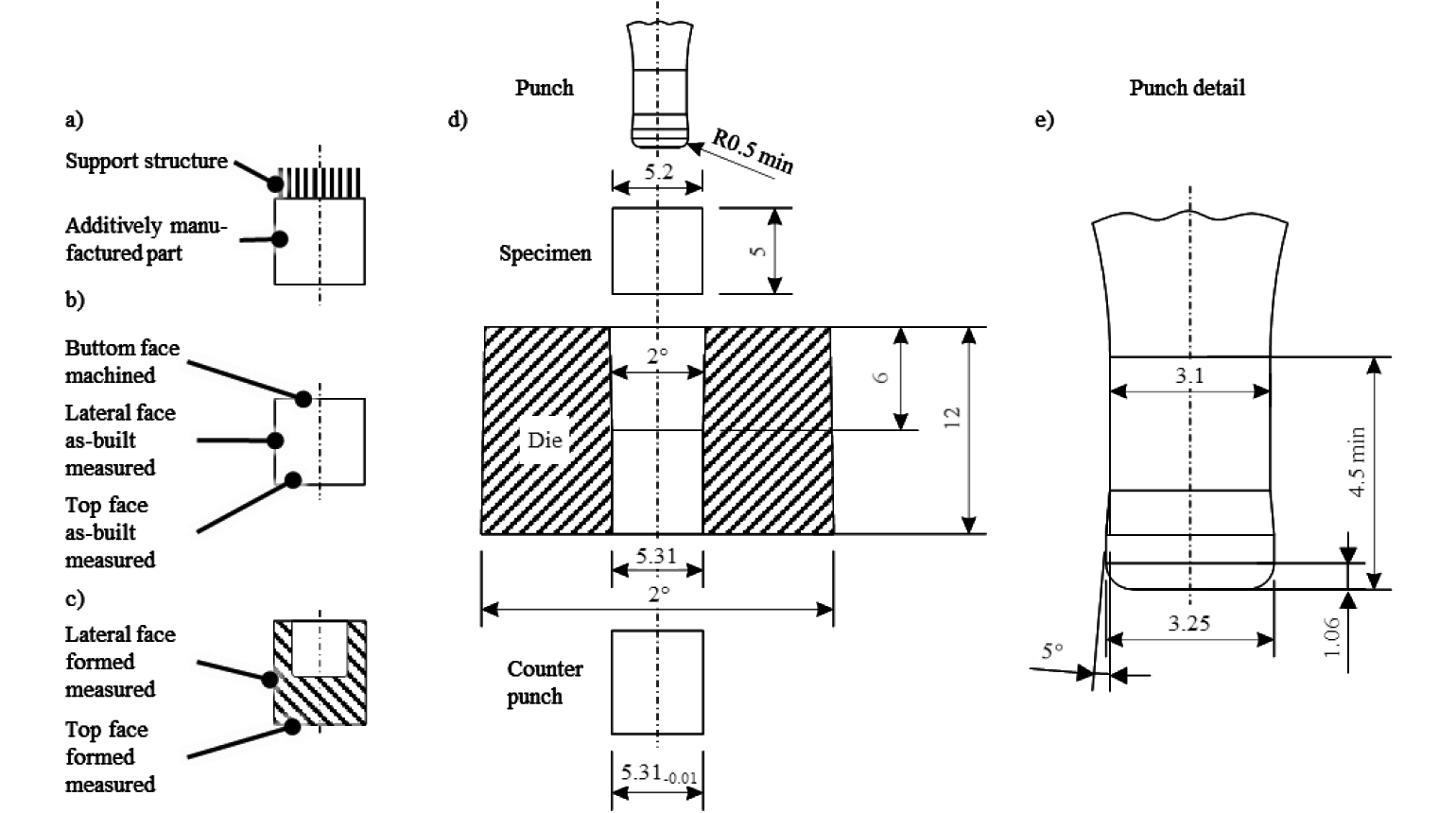
Fig. 2. Different states of the additively manufactured cylinder: a) with support structure, b) before the forming step, c) after the forming step; d) geometrical dimensions of the used cup backwards extrusion tool setup with e) detail of the punch
3 Results and Discussion
Within this section, the measured surface roughness of as-built and formed specimens are presented. Furthermore, the geometrical precision of the specimens before and after the forming operation is compared. The results of the measurements are used to compare the influence of the forming operation on the surface of the parts, but also to compare the two materials regarding their different formabilities. Due to the low formability of titanium at room temperature, the maximum forming force and resulting deformation leads to a failure of the Ti-6Al-4V specimens in terms of cracking, shown in Fig. 3. The lower formability of Ti-6Al-4V can be addressed to the granular structure in as-built condition [10]. The high cooling rates in the additive manufacturing process lead to the formation of martensitic α’-titanium [10]. The hexagonal close packed structure has a low formability at room temperature caused by the lack of slip systems [11]. Consequently, the maximum forming force used for the experiments with Ti-6Al-4V is set to 20 kN. However, even for this lowered force, first small cracks arise indicating material failure (Fig. 3 e). 316L on the other side shows a comparably high formability, even manufactured by AM and in as-built condition [8]. Therefore, the experiments can be performed with the maximum forming force of 40 kN without failure (Fig. 3 f + g).
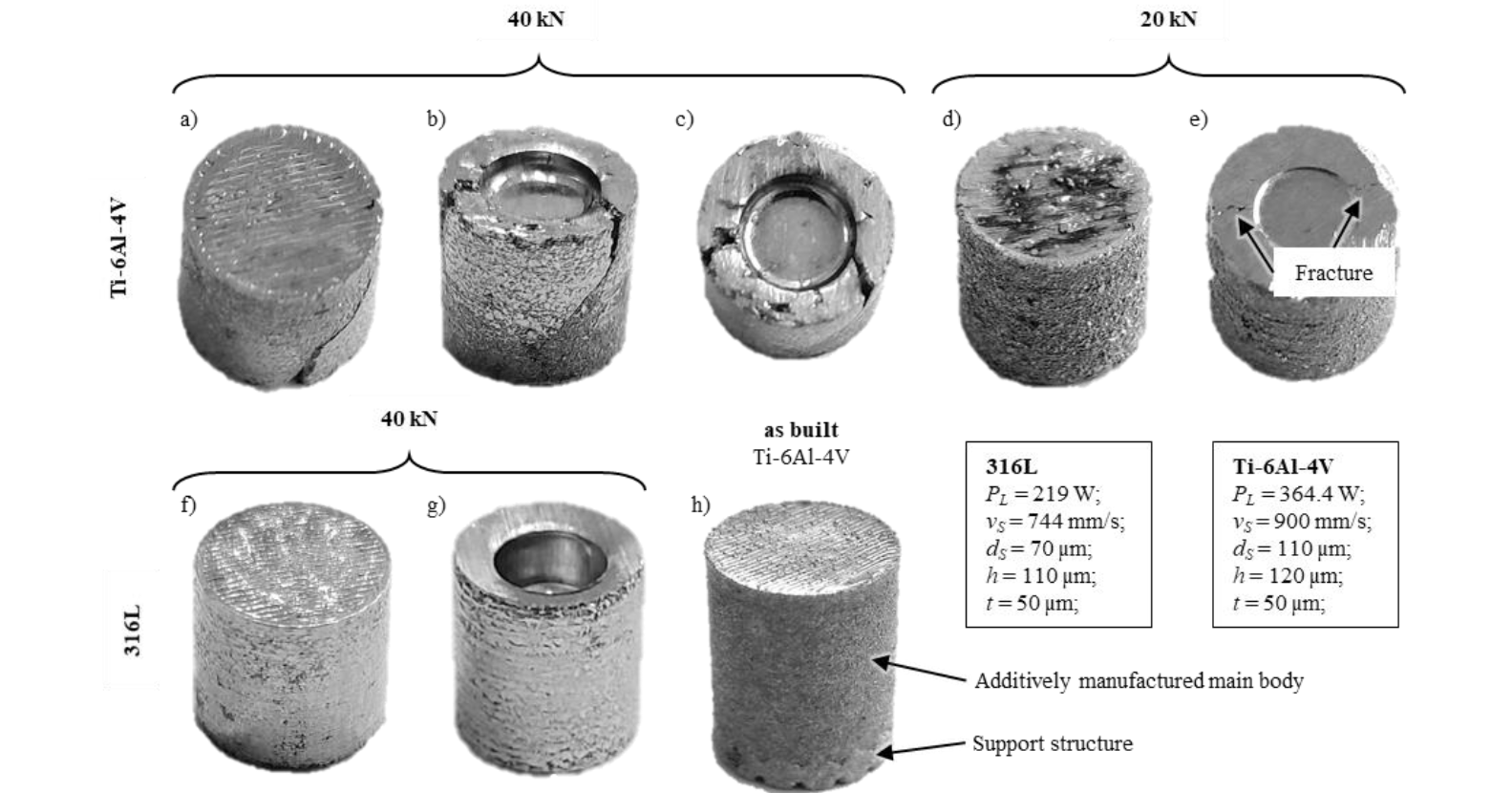
Fig. 3. Additively manufactured cylinders made of Ti-6Al-4V (a-e, h) and 316L (f, g) after the forming operation with 20 kN (d, e) and 40 kN (a, b, c, f, g) and in as-built condition (h)
3.1 Geometrical precision
The optically measured surface of the specimen is exemplarily shown for the two materials in as-built and formed condition. The Ti-6Al-4V specimens are shown in Fig. 4, the 316L specimens in Fig. 5. Both as-built specimens have a rough lateral and top face. Powder accumulations are clearly visible on all surfaces, as well as the weld seams on the top face, seen Fig. 4 a) and Fig. 5 a). The edges of both as-built specimens, seen in Fig. 4 c) and Fig. 5 c), are uneven and round. For both materials, the top face has a wave-like surface, best seen in Fig. 5 a). Additionally, the lateral face is characterized by the layer-based process and powder adhesions shown in Fig. 4 e) and Fig. 5 e).
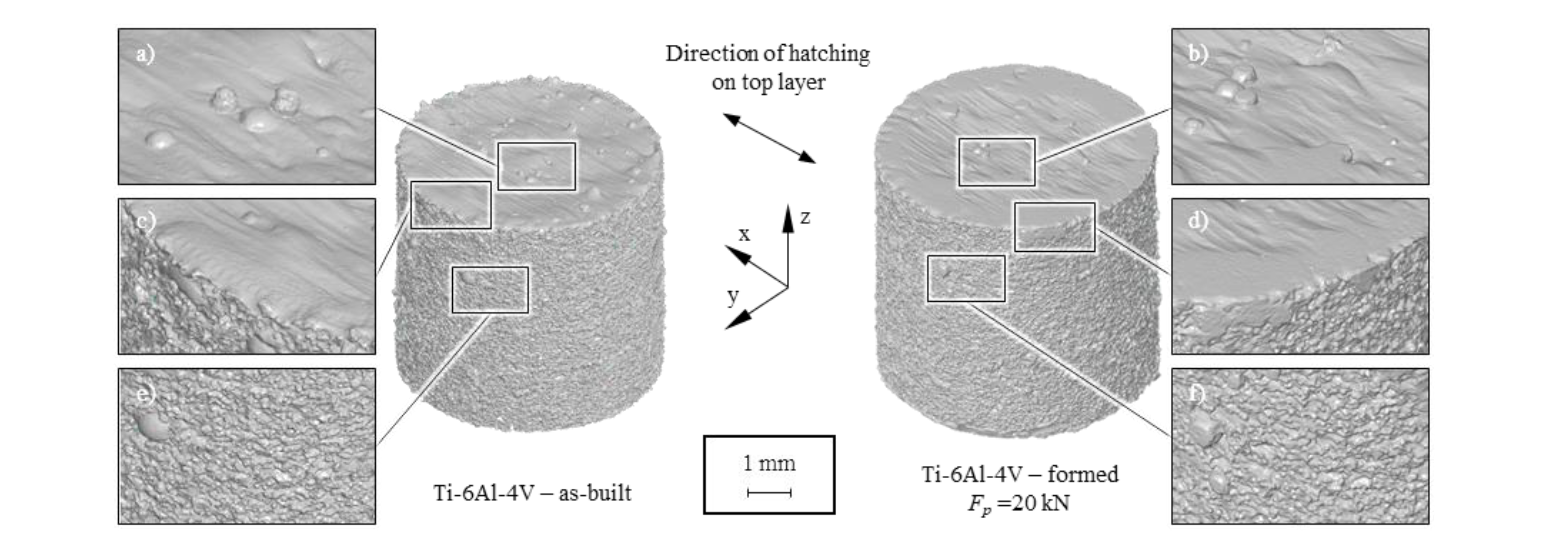
Fig. 4. Profilometer measurements of exemplary Ti-6Al-4V as-built and formed cylinders including typical AM related surface issues: a) + b) waviness, c) + d) rounded edges, e) + f) powder adhesions
The combination of lower force, higher strength and lower formability lead to a reduced effect of the forming operation for Ti-6Al-4V. The only visible effect is located at the edges of the top face of the cylinder (Fig. 4d)) and at the flattening of bigger powder adhesions (Fig. 4 b) and f)). There is almost no difference in the lateral faces of as-built condition and formed condition for the Ti-6Al-4V specimens. The opposite applies to the specimens made of 316L (Fig. 5), having a lower strength and higher formability compared to Ti-6Al-4V.
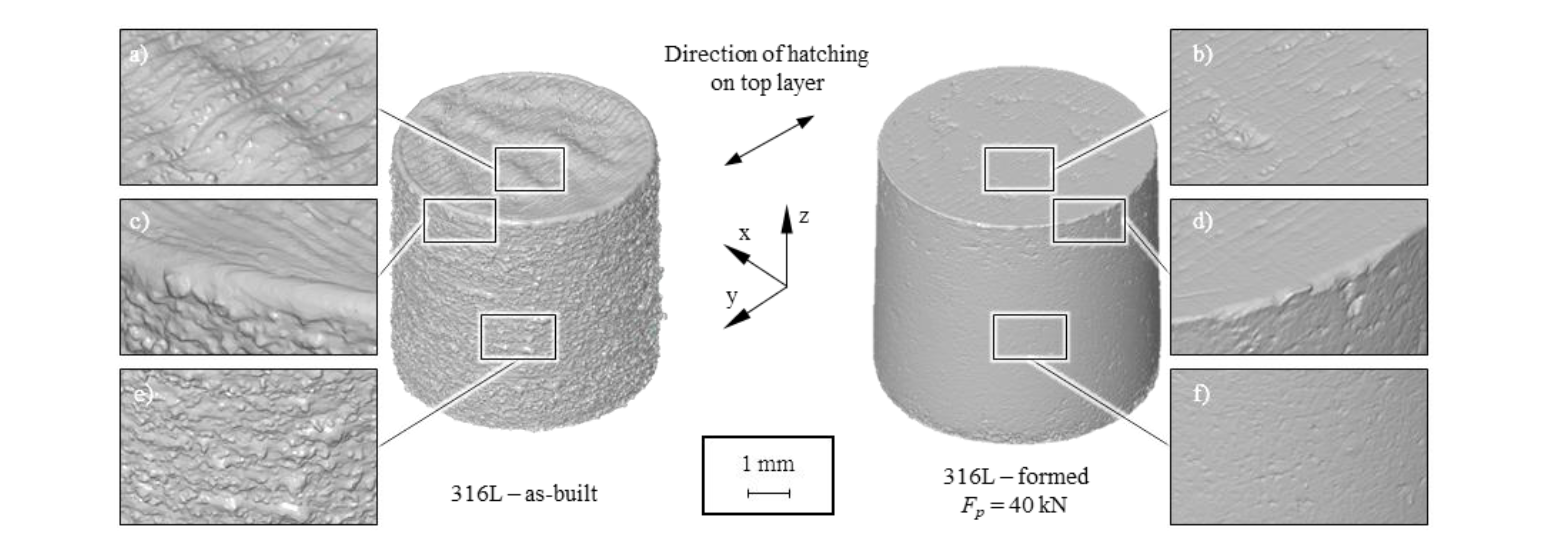
Fig. 5. Profilometer measurements of exemplary 316L as-built and formed cylinders including typical AM related surface issues: a) + b) waviness, c) + d) imprecise edges, e) + f) powder adhesions
In as-built condition, the surface is characterized by small but numerous spatters of powder accumulations and the edge at the top face is round. Additionally, the waviness of the 316L specimen on the top face is more apparent than for the specimen made of Ti-6Al-4V, seen in Fig. 4 a) and Fig. 5 a), respectively. After the forming operation, the top and lateral face of the 316L cylinder are almost completely even. Though, the weld seams and smaller indentations are still visible (Fig. 5 b) and f)). The rounded edge at the top face becomes sharper during the forming operation (Fig. 5 d)). Therefore, the geometrical precision of the part and the surface on a macroscopic point of view is improved by far. The effect of the forming step on the unevenness of the end face, the round edges and the rough outline of the lateral face is shown in the contour of the specimens in Fig. 6 for Ti-6Al-4V and in Fig. 7 for 316L.
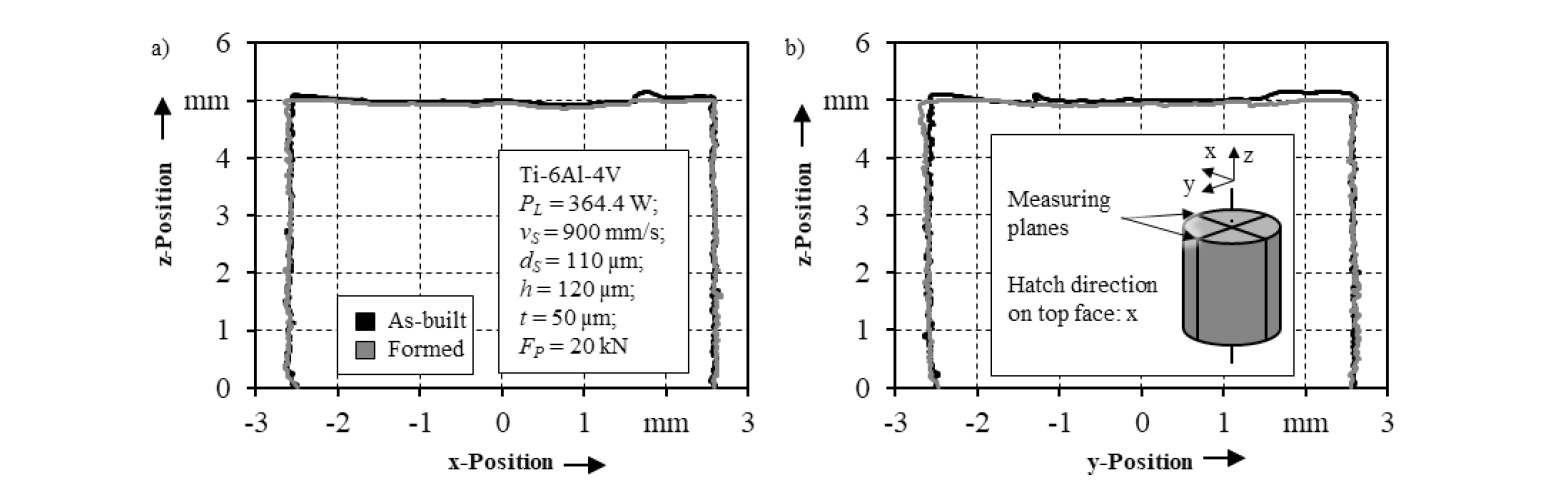
Fig. 6. Exemplary contour measurements of Ti-6Al-4V as-built and formed specimens along (a) and perpendicular to (b) the hatching on the top plane
The contour is measured along the hatches of the top plane and perpendicular to them. The as-built specimens have an uneven end face and rounded off edges. On the lateral surface the powder particles create a rough surface. In both directions, the rough surface of the lateral face is clearly visible for as-built condition. Additionally, powder adhesions on the end face are detectable. The lower forming force for Ti-6Al-4V does not reduce the surface roughness on the lateral face visibly. The only detail visible, is the flattening of the top face at the outer diameters, as shown in Fig. 4 d. In general the diameter stays about constant compared to the as-built specimens. The opposite is seen for 316L specimens (Fig. 7).
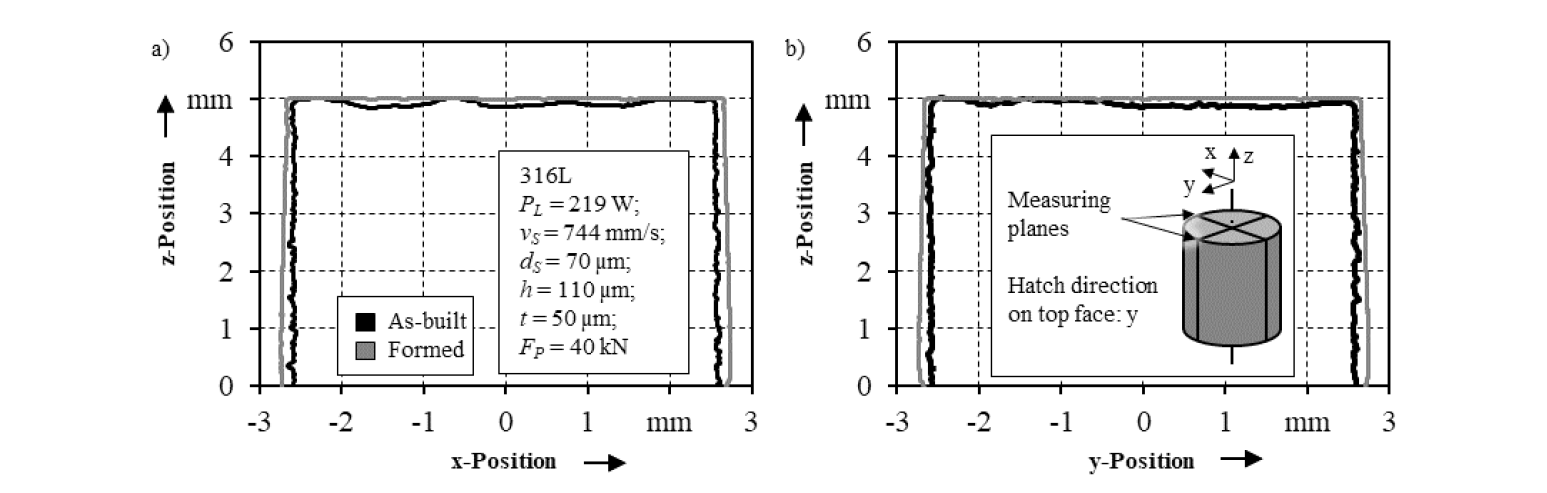
Fig. 7. Exemplary contour measurements of 316L as-built and formed specimens along (b) and perpendicular to (a) the hatching on the top plane
The top face of the 316L specimens in as-built condition shows a wavy surface along the weld seams on the top plane, Fig. 7 a). The edge at the top face is rather round in as-built condition. After the forming operation, neither the wavy top face, nor the weld seams are visible anymore. The compressive stresses create a plane top face and even flattens the powder adhesions. This leads to an increase of geometrical details, seen at the sharp corners of the contour measurements. Additionally, the surface roughness is visibly reduced for the top and the lateral face.
3.2 Surface Roughness
The measured surface roughness using a perthometer is shown in Fig. 8. The roughness is measured before and after the forming operation. Comparing the two materials in as-built condition shows a tendency of lower roughness for 316L. Possible reasons for the slightly lower roughness can be the smaller particles or the better weldability of 316L. The measured mean surface roughness Ra for 316L specimens is 10.73 ± 0.52 μm and 12.83 ± 1.69 μm for Ti-6Al-4V, respectively. The peak surface roughness values Rz are 55.61 ± 2.00 μm (316L) and 65.41 ± 6.47 μm (Ti-6Al-4V) in as-built condition. As expected, the as-built surface roughness is higher compared to the one of the formed specimens. This is can be addressed to the layer-based process and powder adhesions. The forming operation leads to a flattening of the powder adhesions and thus reducing the surface roughness in average Ra and the roughness peaks Rz.
As it is already visible for the profilometer measurements and the respective contours, a surface modification of Ti-6Al-4V by forming is not suitable at room temperature in as-built condition. The resulting surface roughness values of Ti-6Al-4V formed with 20 kN are 13.00 ± 0.67 μm (Ra) and 66.18 ± 5.69 μm (Rz), for one specimen since the others are cannot be measured after the forming step. Applied forces are too low to create an extension of the part in radial direction to have full contact with the inside wall of the die. Whereas it is high enough to initiate small cracks in the parts due to the low ductility. Thus, a process window for a forming operation at room temperature under investigated circumstances cannot be found. A heat treatment according to [14] increases the ductility of additively manufactured Ti-6Al-4V and could make that process feasible. An alternative is to perform the forming operation at elevated temperatures to increase the ductility of the material [15].
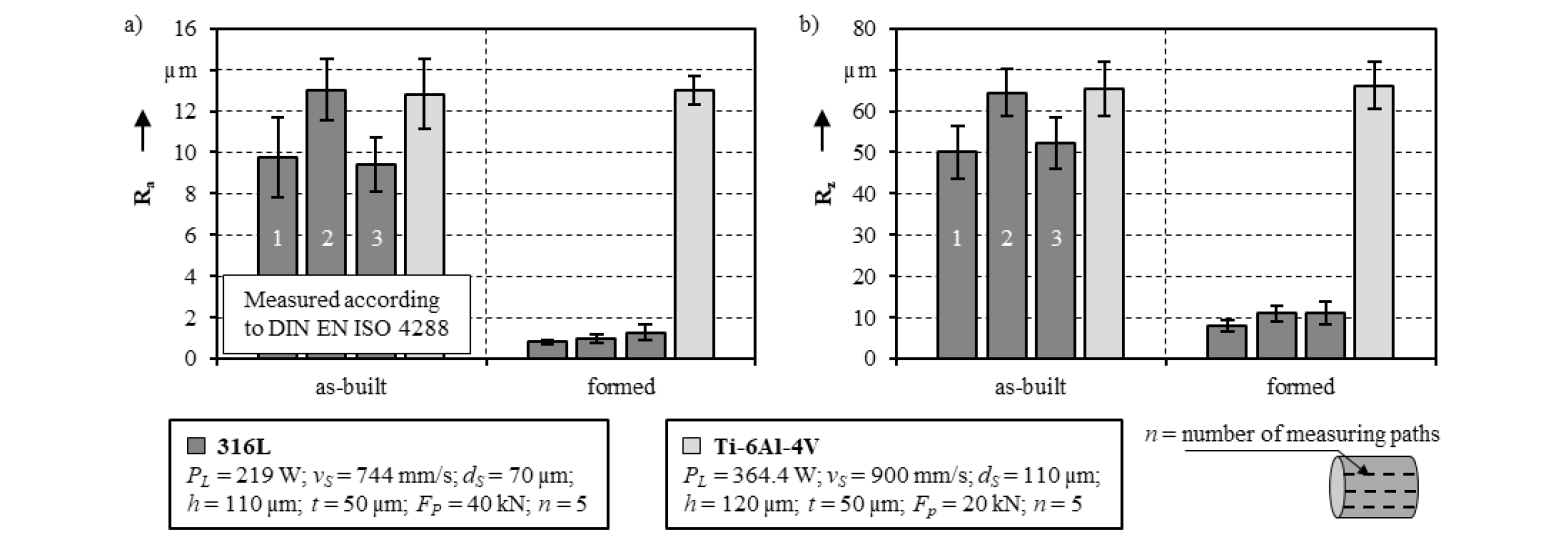
Fig. 8. Measured surface roughness values a) Ra and b) Rz for specimens in as-built and formed condition
In contrast, the surface roughness of 316L specimens is reduced significantly by the forming operation. The average roughness Ra is reduced by 90 % to 1.02 ± 0.06 μm and the peak surface roughness Rz by 80 % to 10.00 ± 0.46 μm. Powder adhesions are completely flattened by the compressive stresses, resulting in reduced roughness peaks and mean surface roughness. Additionally, the scattering of the measured values decreases as well. The achieved surface roughness values can be compared to a treatment by milling or turning (Rz = 10-63 μm for conventional processing) [16], whereas forming operations can additionally increase the strength of the material [17]. Therefore, a subsequent forming operation can serve as alternative to conventional post treatment methods for 316L.
4 Summary and Outlook
Aim of this investigation was the surface modification of additively manufactured parts by forming at room temperature. A subsequent forming step could serve as an alternative to conventional post treatments like milling or laser remelting, thus reducing material waste and energy needed.
Additively manufactured cylinders made of the two different materials Ti-6Al-4V and 316L were cup-backwards extruded in as-built condition to reduce the surface roughness and increase the geometrical resolution. It was shown that a subsequent forming operation can be used to modify the surface and geometry of additively manufactured parts in as-built condition. For the two materials tested in this investigation, the effect of the forming step differs clearly. Due to the low formability at room temperature of additively manufactured Ti-6Al-4V in as-built condition, the forming force was limiting the process to an extend at which no improvement regarding surface roughness could be seen. For 316L, a higher forming force could be applied leading to a higher smoothening effect on the surface. The top and lateral surfaces of the specimens of 316L are visibly smoothened. The average roughness on the lateral face was reduced by 90 % after the forming operation. Additionally, geometrical aspects, namely flat surfaces and sharp edges, were considerably increased. Therefore, a subsequent forming step provides a viable alternative to conventional post treatments of additively manufactured parts.
Further investigations in this field focus on forming experiments at elevated temperatures to increase the formability of the materials. In case of Ti-6Al-4V in particular, elevated temperatures would significantly increase the formability. Alternatively, a heat treatment before the forming experiments is of interest as the stress reducing effect increases the formability as well.
Acknowledgements
Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – Project-ID 61375930 – SFB 814 - „Additive Manufacturing“ TP B05
